不一致性原因
从时间顺序划分,电池组中单体电池的不一致性主要体现在两方面
制造过程中,工艺上的问题和材质的不均匀,使得电池极板活性物质的活化程度和厚度、微孔率、连条、隔板等存在很微小的差别 =>内部结构和材质上的不完全一致性。
装车使用时,电池组中各个电池的电解液密度、温度和通风条件、自放电程度及充放电过程等差别的影响。
=> 同一批次出厂的同一型号电池的容量、内阻和自放电的差异性。
原因分析
针对这些不一致产生的原因,是否可以通过某些措施完全消除电池组内的不一致
很多人认为电池不一致是生产工艺的问题,也有人认为是配组过程的问题,通过SPC等过程控制措施就可以完全消除电池的不一致。
但是实践证明,即使严格控制配料、活浆、涂布、裁剪、辊压等工艺过程,只是缩小批量产品之间的标准差,而不能消除不一致性。
若影响某一随机变量的随机因素很多,且其中每个因素的影响独自都不能起决定性作用,这些因素的影响又可叠加,则该随机变量服从正态分布,特性的参数有标准差σ和均值μ。
电池充放电过程的电压值是该电池热力学和动力学状态的综合反映,既受电池生产过程中各工序工艺条件的影响,又受电池充放电过程中电流、温度、时间和使用过程中偶然因素的影响因而电池组内各个电池的电压值不可能完全一样。
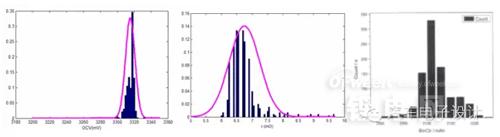
下图分别为一组10Ah磷酸铁锂单体电池经分容后的开路电压和内阻的统计分析和同批次2Ah电池容量分布,从图中可以看出电池的开路电压,内阻,容量的1σ,2σ,3σ分布规律较为接近正态分布的分布法则。
改进举措
1)生产过程措施 电池企业
控制好各种原材料的一致性;
浆料的流变性监测,不长时间搁置浆料,保证浆料在涂布时流变性是相同的;
涂布参数监控,尤其是磷酸铁锂浆料,由于磷酸铁锂颗粒较细,浆料的加工性能差,在涂布时应注意减慢涂布机走速;
浆料黏度的合理检测;
对极片的外观检查;
剔除有瑕疵的极片;
极片称重;
注液前后电池质量差比较;
化成温度;
湿度控制;
制定各种原材料的标准,严格按照标准对原材料进行检验、储存;
生产工艺的一致性调控;
对生产工艺的一致性进行精细调控;
工艺过程进行严格的统计过程控制(SPC);
确保每个工艺在规定的公差范围内;
确保过程能力指数,使其遵循正常的生产参数分布规律。
34


