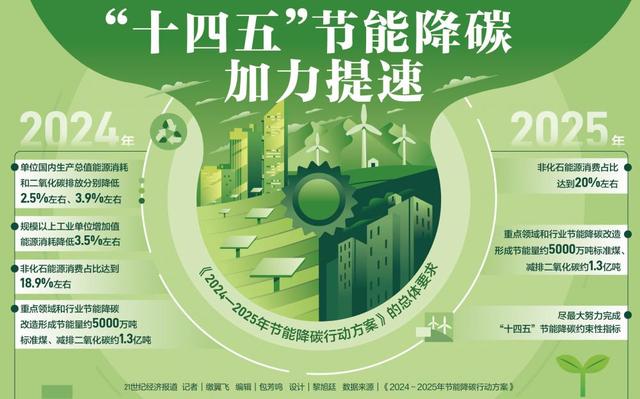
国务院关于印发《2024—2025年节能降碳行动方案》的通知
反转在即?光伏融资监管持续收紧
来源:新能源网
时间:2023-11-13 19:13:27
热度:
反转在即?光伏融资监管持续收紧没有最低,只有更低。从2022年8月至今,光伏产业指数持续下跌,具体到企业更是惨不忍睹,市值蒸发30%已是“常规操作”,个别企业市值跌幅甚至超过60%
没有最低,只有更低。从2022年8月至今,光伏产业指数持续下跌,具体到企业更是惨不忍睹,市值蒸发30%已是“常规操作”,个别企业市值跌幅甚至超过60%。
“跌跌不休”背后,光伏企业交出的“成绩单”却非常耀眼。从2022年至2023年前三季度,大多数光伏企业营收利润均保持高速增长,个别龙头业绩增幅甚至超过了100%。
当然,企业市值下滑也有充分的理由。
经过数年时间的高速扩产,光伏产业链各环节产能“狂飙”。据不完全数据统计,仅电池片环节,2023年各路企业落地的TOPCon、HJT和IBC总产能将达到1151.4GW,拟建设的电池片总产能将达801.9GW,远超市场需求。
大量产能释放也迅速传导至组件端。进入10月后,已有多个组件集采项目投标最低价低于1元/瓦以下,进入非理性竞争。按此趋势,光伏企业将会被迫进入“恶性价格战”,利润下滑甚至亏损只是时间问题。
叠加海外市场多次传出组件库存过高、贸易政策变动等“鬼故事”,中国光伏企业市值暴跌似乎并不让人意外。
众所周知,太阳能光伏是我国少有的优势产业,同时也是我国产业经济发展的一张“新名片”。面对可能出现的乱象,相关部门也早已展开行动。
首先是IPO收紧。自2020年以来,大批光伏企业提交IPO申请,不少企业已成功上市,但后期提交IPO申请的企业,审核速度已明显放缓。
即便是在正常情况下,光伏企业IPO申请从被受理到挂牌上市,平均时间为两年左右,放缓后审核时间进一步增加,一定程度上延缓了企业的融资速度。
眼见于此,已有不少企业终止IPO申请。2023年以来,华耀光电、聚成科技、高景太阳能等多家光伏企业撤回IPO申请。
其次是限制再融资。今年8月27日,证监会于发布《证监会统筹一二级市场平衡优化IPO、再融资监管安排》,对再融资明确了新的监管要求。
在此之前,已有老牌光伏企业亿晶光电终止13亿定增。此后,又有通威股份、金刚光伏等企业终止定增。依然坚持募资的TCL中环,则遭到了深交所三轮问询。
但这还不是全部。
11月8日,沪深交易所发布了优化再融资的具体措施,重在进一步严格再融资监管。其中提到,严格限制破发、破净情形上市公司再融资;从严把控连续亏损企业融资间隔期。严格把关再融资募集资金主要投向主业的相关要求。
最后,在11月9月,有消息称工信部拟于11月13日(周一)召开光伏制造企业座谈会,会议内容将引导光伏产业产能合理布局。据悉,此次召集的企业包括产业链各环节头部企业,会议规格高于此前。
在顶层设计引导下,光伏产业将回归至健康发展阶段,同时也能在一定程度上回应二级市场的忧虑。但也要看到,光伏的前途是光明的,道路是曲折的。

-
六月订单猛增 太阳能电池厂调涨售价2024-08-16
-
中欧太阳能争端或要“滚雪球”2024-08-16
-
印度打造太阳能火车 替代柴油2024-08-16
-
移动技术+太阳能给非洲带来变革2024-08-16
-
借鉴树根结构 日企开发出适用于光伏电站的简易斜桩基础2024-08-16
-
五月光伏产能达6.4GW创新高2024-08-16
-
上能集散式光伏逆变器再获殊荣,业内首款通过中国效率认证2024-08-16
-
分子石墨烯架构助力有机太阳能电池2024-08-16
-
【两会】关于落实分布式光伏电站发展的三方面建议2024-08-16
-
2015年我国各省光伏装机数据排名及分析2024-08-16
-
国家能源局要求推进风能开发 增强光伏扶贫力度2024-08-16
-
华北地区掀起的户用光伏潮,正泰为你打call2024-08-16
-
光伏新政突拉“电闸” 专家直言:呼吁撤销新政2024-08-16
-
2019年光伏发电电价预测浅析2024-08-16
-
晶科科技:探索光伏制氢的“中国方案”2024-08-16