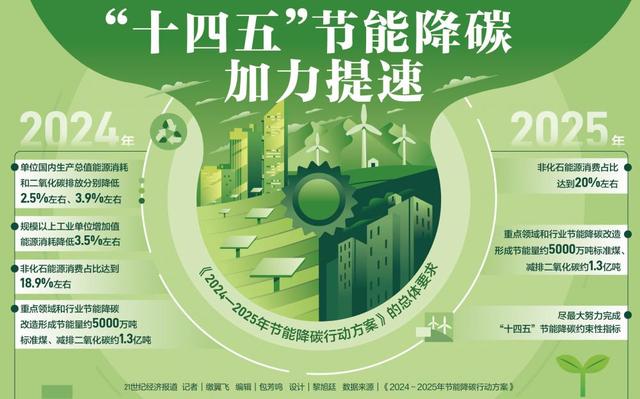
国务院关于印发《2024—2025年节能降碳行动方案》的通知
生物质固化成型设备的最新研究进展
来源:新能源网
时间:2015-12-24 20:05:56
热度:
生物质固化成型设备的最新研究进展郝永俊1,2,张曙光2,王刚2,刘彦博2,张秀璋2(1.天津大学环境科学与工程学院,天津300072;2.天津泰达环保有限公司,天津300350)摘
郝永俊1,2,张曙光2,王刚2,刘彦博2,张秀璋2
(1.天津大学环境科学与工程学院,天津300072;2.天津泰达环保有限公司,天津300350)
摘要:阐述了生物质固化成型工艺的研究现状及影响因素,对当前国内外生物质成型设备的技术性能进行了分析和比较,对应用状况进行了总结和评述,对制约其利用的方面提出了初步的解决方案;并讨论了我国生物质成型技术的发展前景。
2009年的哥本哈根国际气候会议上提出了“减少碳足迹”的倡议,我国承诺2020年单位生产总值二氧化碳排放比2005年下降40%~45%、非化石能源占一次能源消费比例达到15%左右,而2009年这一比例仅为7.44%。2009年我国能源消费总量约为31亿t标准煤,其中水电、核电、风电等非化石能源消费量约为2.3亿t标准煤,约占能源消费总量的7%,而作为仅次于煤炭、石油和天然气的世界第4大能源的生物质能的利用却不足1%。
随着《可再生能源法》和相关可再生能源电价补贴政策的出台和实施,我国生物质能发电技术产业呈现全面加速的发展态势。截至2009年底,国内有生物质固体成型燃料生产厂260余家,生产能力约76.6万t/a,秸秆直燃发电总装机容量为265万kW。但是生物质直接燃烧效率不高,热效率仅为10%~30%,而生物质压制成型燃料的燃烧效率可达90%。但我国生物质固体成型的研究起步较晚,投入较少,成型设备稳定性和可靠性较低,制约了我国生物质能源的发展。
1生物质固化成型技术
1.1生物质固化成型国内外研究现状
国外生物质成型燃料开发工作始于20世纪30年代,目前,日本、美国及欧洲一些国家的生物质成型燃料设备已经定型。我国生物质固体成型的研究起步较晚,始于20世纪80年代。近年来加大了这方面的投入,水平也有了很大提高。研制开发的适宜于农作物秸秆的HM-485型环模式成型机,生产率达1.5t/h,关键部件寿命达400h以上,已达到国际同类产品先进水平。利用该技术工艺和设备已在北京市大兴区建成了年产2万t的生物质固体成型燃料生产线并投产运行,截至2009年12月,已累计生产和销售秸秆固体成型燃料1.23万t。
1.2生物质固化成型的影响因素
影响生物质燃料固化成型的因素主要有生物原料、成型压力、成型温度、成型方式[1]、成型过程的滞留时间[2]、黏结剂等。黏结剂使生物质更易成型,也可以使成型块维持致密的结构和既定的形状。目前常用的黏结剂有石英砂、粉煤灰、淀粉、废纸浆等。针对现在的添加剂或者价格太高或者可能造成污染,可以利用处理污水得到的污泥作为秸秆压制中的黏结剂[3-4],因为它是微生物通过胞外多聚物黏结而成的絮状物,而胞外多聚物的主要成分为糖类、脂肪和蛋白质等,它可增强物料颗粒之间的相互黏结性,既有效地利用了污泥,又达到了以废治废的目的。
2生物质固化成型工艺
2.1生物质固化成型的工艺分类
根据主要工艺特征的差别,国内外生产生物质固化燃料的工艺大致可划分为冷压(湿压)成型、热压成型和炭化成型3种主要形式。
不管是冷压成型还是热压成型,在实际生产中都发现,生物质成型耗能主要分布在粉碎和成型2个环节上,以1台处理能力为2t/h的成型设备为例,配置相应的电力成型设备,按成型固体计算,平均耗电达1.5kW·h/kg。若借鉴制绳的绞制机械装置,固化制取绳状秸秆束,则相同产量的铰制秸秆成型设备的电力配置是粉碎固化秸秆固体成型设备的1/4[5],以达到低能耗固化储运的目的。
意大利研发出的ETS新型木质颗粒制粒生产系统是一种常温成型技术,对原料的湿度适应性强,湿度为10%~35%,所以大部分原料不需要干燥即可直接用于制粒;成粒时机器的升温只有10~15℃,压制出的颗粒温度一般只有55~60℃,所以无须冷却即可直接进行包装,这样就可以省掉干燥和冷却2道工序,ETS系统在整个制粒过程的单位能耗为25~60kW·h/t,而传统工艺的单位能耗为80~180kW·h/t,单位能耗减少60%~70%,且机器磨损也大大减小,总成本降低很多。
2.2生物质固化成型常用设备
按成型加压的方法不同来区分,技术较为成熟、应用较多的成型燃料加工技术有辊模挤压式、活塞冲压式、螺旋挤压式等。辊模挤压式成型机采用的是冷压成型工艺,活塞冲压式、螺旋挤压式成型机采用的是热压成型工艺。
2.2.1螺旋挤压成型设备
螺旋挤压成型机是开发最早,当前应用最为普遍的设备,它利用螺杆挤压生物质,靠外部加热。螺旋挤压成型机工作时要求温度在150~300℃,原料含水率8%~12%,原料粒度小于40mm。螺旋挤压机的生产能力多在100~200kg/h,单位能耗为70~120kW·h/t,产品成型密度一般在1100~1400kg/m3,产品规格为50~70mm的棒状。
螺旋挤压成型机的优点:运行平稳,连续成型,成型品质量好,成型压力可通过调整螺杆的进套尺寸进行调节。缺点:①单位产品能耗高,一般2t秸秆才能生产出1t压块成品;②产品成本较高,以当前设备生产的成本价格计算,固定成本在280元/t以上。
螺旋挤压成型机使用时成型部件磨损严重,尤其是螺杆,耐热材料使用时间不超过80h,新的造价高达1000元/个,这严重阻碍了螺旋挤压成型机的规模化发展,可将整体螺杆分拆为螺杆头和螺杆主体2部分,通过更换螺杆头来达到降低生产磨损的目的[6],不但更换更方便,而且可以节省设备更新成本。
2.2.2活塞冲压成型设备
活塞冲压成型设备按驱动动力可以分为2类,机械驱动活塞式成型机和液压驱动活塞式成型机。活塞冲压成型机工作时允许物料水分高达20%左右,单位能耗在80~140kW·h/t,使用寿命在200h以上,产品是密度介于0.8~1.1g/cm3的块状或条棒状。
活塞冲压成型设备的优点:明显改善了成型部件磨损严重的问题,成型密度较大,原料不需要加热烘干,产品成本较低。缺点:产品质量不太稳定,机器运行稳定性差,噪音较大,润滑油污染严重,成型模腔容易磨损,一般使用100h就要修1次,含SiO2少的生物质材料可维持300h,生产率比螺杆式高,不过还是偏低,仅为300kg/h,而且其造价高达10万元/台。
2.2.3辊模挤压成型设备
辊模挤压成型机一般不需要外部加热,依靠物料挤压成型时所产生的摩擦热,即可使物料软化和黏合。辊模挤压成型机主要生产颗粒成型燃料,成型时要求含水率在10%~40%,以当前设备生产的成本价格计算,固定成本约150~200元/t[7]。
与螺旋挤压式和活塞冲压式成型技术相比较,模辊式成型技术工艺实现了自然含水率生物质不用任何添加剂常温下压缩成型,生产率较高,具备了规模化、产业化发展的条件;但还是存在产品的耐湿性较差,遇水容易松散,设备的能耗较高,模具磨损较为严重的问题。
国外模辊式成型机设备自动化程度高,生产技术大部分已经成熟。瑞士的Buhlwelwe公司、英国的UMTAndritzGroup公司、丹麦的Sprout-Matador公司以及瑞典的PowerChippersAB公司等多采用模辊式成型技术生产生物质固体成型机,关键部件寿命达到1000h以上,生产率达到2t/h以上,并实现了规模化和商品化生产。
3适合我国国情的生物质成型设备
目前,虽然我国上马了很多生物质电厂,但由于生产成本太高,生物质电厂需要国家大量的补贴以维持运营。收运体系中秸秆存在的问题,使发电厂的运营成本大大增加,如果能改变秸秆的形态,既可降运输成本,也便于存放,既节约了土地和厂房,也使发电厂的成本下降。所以我国需要结构简单实用、易操作的设备,使用费用低。就我国的国情而言,需要的设备应以中小型为主,自动化程度不必太高,便于搬运,方便农民自行操作使用,便于在田间就地使用[8-9]。
但现在成型机多以木屑等林业剩余物为主要原料,且设备价格高,并不适合我国以秸秆为原料的国情。目前市场上开发出了秸秆成型机如秸秆压块机,对茎秆类生物质进行压块,块体密度为0.6~1.0g/cm3,满足了商品化的要求。
为了适应市场的需求,目前开发出了生物质常温固化成型技术(<40℃)(简称CZSN技术),即在常温下把粉碎后的生物质材料压缩成热值达11913~18810kJ/kg的高密度成型燃料,由于生产过程中不需要加热,所以能耗比同类产品降低50%,成型设备体积减少70%,综合生产成本降低60%以上。并且CZSN成型设备只用一台机器,可大可小,移动与操作非常简便,可在农村建立各种规模的加工厂,还可与联合收割机配套使用,直接将原料压缩成固体颗粒。
北京慧众实科技有限公司研制开发了车载式生物质压缩成型技术(简称Highzones技术),实现了生物质常温压缩成型设备的小型化和移动化,同时若与联合收割机配套,可以实现能源与粮食一起收获。它利用生物质材料中纤维素分子团在剪切力的作用下错位、变形、延展成薄片,较小的压力下即可重新组合成型的原理。该技术既可解决松散状生物质能应用的收集半径问题,又大大降低了压缩成型燃料的综合成本,解决生物质能大规模应用的经济性和实用性问题。
4生物质固化成型设备的发展趋势
生物质成型燃料加工装备的先进性主要体现在以下方面:①理想的加工耗能量;②适当的关键部件的使用寿命;③良好的产品结构组成等。
综合来看,我国生物质固化成型技术未来的发展方向主要有:①大力发展便于在生物质原料产地推广使用的成型设备[10],消除生物质燃料规模化应用中存在的收、运、储存成本高这一“瓶颈”;②加大生物质致密成型设备的基础研究,改变成型方式,尽可能以常温固化成型技术为主,解决关键部件的材料失效问题,减少成型时的能量损耗,增加成型模具的使用寿命,降低成本。
参考文献
[1]何元斌.生物质压缩成型燃料及成型技术(一)[J].农村能源,1995(5):12-14.
[2]李源,张小辉,郎威,等.生物质固化成型技术的研究进展[J].沈阳工程学院学报,2009,5(4):301-304.
[3]郝永俊,张曙光,高亮,等.一种复合式生物质压制成型设备:中国,200910250089.6[P].2011-04-27.
[4]郝永俊,张曙光,高亮,等.两步式生物质压制成型设备:中国,200920293524.9[P].2010-08-25.
[5]姜敬禄.铰制机械在秸秆类生物质能压缩储运中的应用[J].现代农业科技,2010(12):226-227.
[6]王森.新型螺杆挤压式生物质成型机的优化与设计[D].郑州:河南农业大学,2008.
[7]陈乃超,冯巧波.生物质电厂燃料成型设备的技术现状[J].上海电力学院学报,2010,26(3):227-229.
[8]张艳丽,王飞,赵立欣,等.我国秸秆收储运系统的运营模式、存在问题及发展对策[J].可再生能源,2009,27(1):1-5.
[9]丁翔文,张树阁,李吉.黄淮海地区小麦玉米农作物秸秆能源化利用收加储运模式实验研究[J].中国农机化,2010(4):14-19.
[10]孔雪辉,王述洋.生物质燃料固化成型设备发展现状及趋势[J].机电产品开发与创新,2010,23(2):12-13.
上一篇:中国正在论证建设内地核电站

-
2016年新能源汽车补贴标准公布 2.5万起2024-08-16