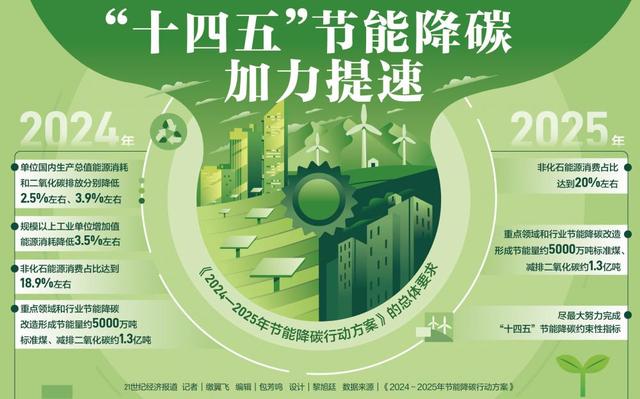
国务院关于印发《2024—2025年节能降碳行动方案》的通知
利用失速原理优化风力机出力的方法探讨
来源:新能源网
时间:2018-09-04 18:19:51
热度:
利用失速原理优化风力机出力的方法探讨 本文以从丹麦引进的BON’USl.50kW风力机为例,在介绍了该风机的叶片贴片实验的方法、效果的基础上,对失速原理作了较为明确的
本文以从丹麦引进的BON’USl.50kW风力机为例,在介绍了该风机的叶片贴片实验的方法、效果的基础上,对失速原理作了较为明确的阐述,并以自己的运行经验对优化风力机出力的方法进行了探讨,希望能给从事风力机运行和管理的同志们一点启示和帮助。
1 叶轮参数简介
新疆风能公司达坂城风电场现有BONUSl50kW风力机13台,其中叶片是由丹麦LM玻璃钢制品有限公司开发研制的,其翼型为NACA63200系列,其主要技术参数为
叶片长度 10.8m
叶尖弦长 0.565m
叶根弦长(距叶根2m处)1.465m
叶片面积 10.7mz
叶片扭角(从距叶根2m处开始)16。
叶片重量 680kg
重心到叶根距离3.4m
风轮直径 23m
风轮最大转速 50r/rain
扫风面积 415.5m2
固有频率(RIS~测试台)3.12Hz
每只叶片的转动惯量185 000kg·m。
2贴条实验方法
该风力机为定桨距失速型风力机,自89年10月并网发电以来,根据实测绘制的风力机功率曲线与厂家给出的功率曲线相比有一定的差距,且15m/s以后的功率曲线下降较快,为了优化15m/s以后的功率曲线,使其变得较为平滑,根据BONUS公司提供的方法对A1、A2、A3三台风力机作了贴片实验,实验方法如下
(1)用清洁剂清洁贴条区,贴条区必须保证没有油脂和灰尘。
(2)贴条区必须绝对干燥,贴条前,可用汽油喷灯干燥贴条区,贴条区干燥之后,将贴条上的纸揭去,贴条贴在叶片上,确保其粘接牢靠。
(3)贴条位置在叶片断面的前缘部分迎风面方向,并向前缘弯曲.
贴条的具体位置见图1。
首页 下一页 上一页 尾页

-
美国风能发展前景广阔2024-08-16
-
太阳能与风能成本差距逐渐减少2024-08-16
-
阳光电源WG7500KFP闪耀国际风能展2024-08-16
-
高空风能有望引领能源改革 清洁能源市场发展前景广阔2024-08-16
-
韩文科:发展太阳能及风能发电并网2024-08-16
-
全球风能理事会:今年全球风电总装机将破4亿2024-08-16
-
齐齐哈尔可开发利用的风能资源储量达2100万千瓦2024-08-16
-
国内首支68米长6兆瓦风机叶片在连云港下线2024-08-16
-
风电叶片市场需求渐旺2024-08-16
-
设计缺陷使叶片质量存隐忧2024-08-16
-
风电叶片存缺陷运维市场渐成热点2024-08-16
-
全球风能迎来新一轮热潮2024-08-16
-
全球风能迎来新一轮热潮2024-08-16
-
风电叶片存缺陷运维市场渐成热点2024-08-16
-
国家能源局要求推进风能开发 增强光伏扶贫力度2024-08-16