国务院关于印发《2024—2025年节能降碳行动方案》的通知
为风电零部件加工选用正确的刀具
来源:新能源网
时间:2018-09-04 21:22:57
热度:
为风电零部件加工选用正确的刀具 传统的刀具解决方案往往基于刀具的使用性能出发,但又常常被机床设备、工装夹具及工件自身刚性等因素制约,达不到预想的加工节拍和预期寿命,使得客户在前期
传统的刀具解决方案往往基于刀具的使用性能出发,但又常常被机床设备、工装夹具及工件自身刚性等因素制约,达不到预想的加工节拍和预期寿命,使得客户在前期生产投入预算与后期的实际加工背离很大,效果不很理想。
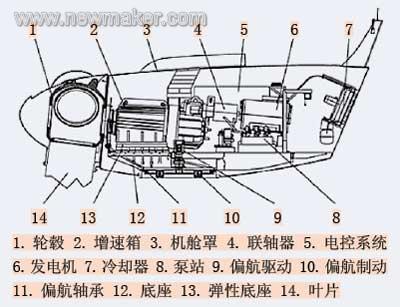
图1 典型风机结构示意图
1.轮毂
对于常规的轮毂需加工部位可分为主轴系与叶片孔系两部分。为了得到最优的投入/产出比,建议采用立车与刨台式镗铣术来加工。
用立车加工回转孔系例来都是最经济、最高效的加工方式,这里也不例外。对于立车接口选配山特维克可乐满模块化快换工具系统Capto,其高强度可保证高效完成内孔、端面等车削。由于在主轴孔的端面位置还会有一些销孔或螺纹孔,为了避免重复装卡,建议选用的立车应带有钻铣功能,其钻铣头通常需带内冷却装置,使得钻孔效率得以保证。
对于加工叶片与主轴系带角度的轮毂,刨台式镗铣床需要配有专用夹具,此夹具的角度与叶片、轮毂夹角相同,通过自动或手动来旋转叶片位置。这里也需要镗铣床带有内冷,冷却液压力在1Mpa以上,机床转速在2000r/min以上,主要是考虑到一部分较小直径孔的高效加工。对于此类机床功率一般不是问题,最重要的是功率与扭矩的输出曲线是否能满足刀具高效加工需求,如叶片孔一般直径都在1m以上,传统采用粗镗刀方式加工时对机床的扭矩要求很大,但低转速时扭矩输出都很小,为了解决这个矛盾,对于大孔的粗加工最好采用插补铣的方式。
典型刀具应用
CoroMill R390长刃立铣刀在插补铣时进给高达650mm/min,也就是说1m直径的孔在5min内就可以粗铣完毕;
对于叶片孔的精加工可以选用CoroMill215梦幻铣刀,在保证孔精度的同时获得Ra1.6~3.2μm的表面粗糙度;

图2 CoroMill R390
3 首页 下一页 上一页 尾页

-
英国风能发电量创新高2024-08-16
-
合肥首个风能发电项目获核准2024-08-16
-
玉米深加工项目将严格行业准入标准2024-08-16
-
多晶硅加工贸易进口持续“疯狂”2024-08-16
-
韩文科:发展太阳能及风能发电并网2024-08-16
-
补偿技术可解决风能发电的间歇性瓶颈2018-09-04
-
兆瓦级风电机组主轴漏油问题原因分析和改进2018-09-04
-
苏格兰风能发电站出新招 将漂浮大海上2018-09-04
-
风能发电机有哪几类2018-09-04
-
生物质、木材加工厂如何部署防爆措施2018-07-27
-
中国煤炭加工利用协会兰炭分会成立2018-07-01
-
河南铝加工再遭政策打击?铸轧卷将越发紧俏2018-07-01
-
国产掘进机主轴承全部依赖进口 是什么卡了我们脖子?2018-06-07
-
云南石化已累计加工原油795万吨 生产成品油705万吨2018-06-04
-
华北油田推进天然气深度加工处理2018-06-04