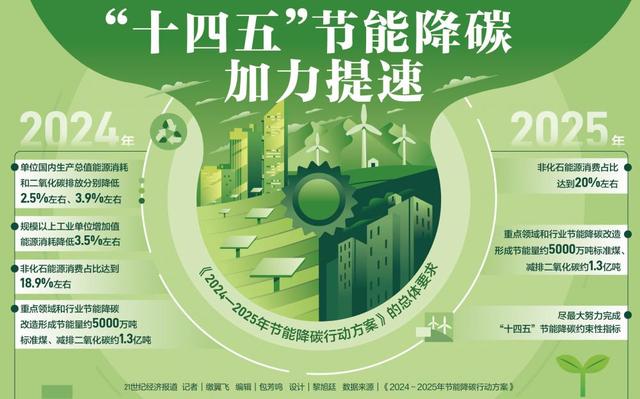
国务院关于印发《2024—2025年节能降碳行动方案》的通知
环保退辞工艺在铝合金电镀前处理中应用
来源:新能源网
时间:2015-03-06 16:48:07
热度:
环保退辞工艺在铝合金电镀前处理中应用针对在铝合金电镀前处理中使用的硝酸退辞工艺气体挥发性大、对人体危害大等问题,介绍了一种环保退辞工艺。该工艺配方组成为:10mL/L浓硫酸、50g
针对在铝合金电镀前处理中使用的硝酸退辞工艺气体挥发性大、对人体危害大等问题,介绍了一种环保退辞工艺。该工艺配方组成为:10mL/L浓硫酸、50g/L退锌剂。从退辞效果对比和镀层结合力测试结果来看,该退锌工艺完全能替代传统的硝酸退辞工艺。且该退锌工艺具有浓度低、无挥发、无黄烟及对人体危害极低等特点,符合目前推行的清洁生产及环境保护法规要求。
引言
随着科学技术的迅速发展,铝合金在航天、汽车、仪表及电子等行业中的应用越来越广泛。但由于铝合金是一种比较活泼的金属,其应用必定要进行表面功能化处理,而电镀处理就是一个很好的方式。
铝合金电镀的关键是前处理工艺。目前工业化生产中使用最广泛的是浸锌工艺,一次浸锌工艺由于锋层较为疏松,对于杂质含量高的铝合金材料(如ADC类)不能保证与电镀层之间结合力良好。为了提高工艺稳定性及保证产品质量,大多数电镀厂均采用两次浸锌工艺,通过第一次浸锌去除氧化膜并以锌层代替,然后再将锌层浸于50%的硝酸中进行退锌,将不良的锌层去除。退?后所暴露出来的表面为第二次浸锌提供了良好的条件,使铝合金材料表面得到充分活化,保证基材与电镀层之间获得良好的结合力。
硝酸退锌工艺,存在酸雾挥发大,使用过程易产生气体NOx(俗称黄烟),造成环境污染和人体危害,不符合环保要求,应予以淘汰。
环保退锌工艺的开发是以危害较小的氧化剂替代硝酸,在达到同样退锌效果的同时,最大限度降低对环境污染和人体危害。本文介绍一种环保退锌工艺,并对该工艺的退锌机理及其退锌效果与硝酸退锌做对比,以推动环保退锌工艺的广泛应用。
1实验
11实验材料
使用工业生产中常用的两种铝合金材料做实验,材料型号为:A356、ADC-12。
1.2实验内容
1〉退锌效果。根据时间的变化,目视观察50%。HNO3与以AL-ZS1为退锌剂的退锌液退锌过程的现象,对比两者的退锌效果的差异。
2〉基材与电镀层的结合力。热震试验:将电镀后之工件放人220°C供箱中烘烤1h,然后取出立即投人冷水中,观察是否有起泡、脱皮现象。
锉刀试验:在电镀后之工件边缘处,从基体金属向镀层的方向,用锉刀挫镀层,锉刀与镀层表面约成45°角,观察镀层与基体是否分离。
1.3工艺流程及工艺
铝合金件前处理及电镀工艺流程如下:
铝合金工件→除油→碱蚀→无?z酸除垢→一次无氰浸锌→环保型退锌→二次无氰浸锌→预镀镍〈4~7μm)→镀酸性铜〈30~40μm)→镀半光亮镍(8~12μm)→镀光亮镍〈8~12μm)→镀装饰铬(0.15-0.3μm)→检测。
退锌工艺采用某公司研制的退锌剂入AL-ZS1,该退锌剂是由氧化剂、促进剂和缓蚀剂按一定比例复配而成的。
2结果与讨论
2.1退锌效果对比
对比退锌过程的现象。
由以上测试结果可知,硝酸退锌速度较快,一般在2~3s内将锌层完全去除,且过程中无析氢现象;而AL-ZS1退锌液需要10s才将锌层完全去除,且过程伴随有析氢现象。随着退锌时间延长至11s以上时,两种体系均不腐蚀铝合金基材,效果相同。因此,虽然两种退锌体系退锌速度不同,但最终退锌效果是相同的。
2.2结合力测试
分别用两种铝合金材料采用不同的退锌工艺电镀后进行镀层结合力测试。
由以上测试结果可知,采用二次浸锌工艺的电镀层结合力明显优于采用一次浸锌工艺。在二次浸锌工艺中采用人[-231退锌与50^退锌的电镀层结合力,均达到要求。
3人[-231退锌液机理分析和组分作用
3.1机理
^1^-281退锌液是硫酸提供酸度,与氧化剂、促进剂及缓蚀剂共同作用,以取代硝酸的各种性能。
当有锌置换层的工件浸人到41231退?液时,由于锌层表面20的电极电位最负,硫酸首先溶解金属锌,同时反应生成待锌层溶解完后,剩余的见、&1、!^等合金成分由氧化剂及促进剂将其氧化为离子并溶于酸液中,此时析氢几乎停止;最后由缓蚀剂与氧化剂的共同作用,在裸露的铝合金表面覆盖一层保护膜,保证基材在酸液中不被腐蚀。
由于入1231退锌液中的酸度与氧化性比硝酸低,因此虽然退锌的速度比硝酸慢,但最终也能将锌层退除干净,并且保证电镀后基材与镀层之间良好的结合力。
3.2组分的作用3.2.1只2304的作用
只2304可提供酸度溶解金属锌,92304用量直接影响退锌初期锌层溶解速度。对人^231退锌工艺在不同02304的质量浓度下做了退锌效果的实验,记录其退锌时间〈锌层颜色褪去露出铝材颜色时所需的时间〕与02304质量浓度的关系。
从图1可见,当^(??沁」〈5爪17[时,退锌速度缓慢,退锌时间需很长,此时工件表面析氢速度慢,且不均匀,随着4112504〉逐渐提高,退锌速度随之加快,析氢均??当4^15011^1时,退锌速度变化不明显,趋于恒定。由于酸度偏高时,会对退锌后的铝合金基材表面产生过腐蚀,因此4札300不宜太高。综合考虑退锌速度和效果,最佳控制范围在5~15瓜!/!^之间。
3.2.2退锌剂的作用
退锌剂&-231含有氧化剂、促进剂和缓蚀剂,主要起到氧化、溶解和保护基材的作用,其质量浓度大小直接影响退除锌置换层的速度。对人1^231退锌剂在不同用量下做了退锌效果的实验,记录其退锌时间与退锌剂质量浓度的关系。
当#(从-烈〗)〈40[时,退锌速度缓慢,主要表现为在析氢现象停止后,锌层颜色难以退去,无法露出铝材颜色;随着4逐渐的提高,退锌速度随之加快,锌层迅速退去;当?V乩-281〕〉60V[时,退锌速度变化不明显,趋于稳定。因此,人七-281〉最佳控制范围在40-60g/L。
4结论
1〕本文介绍的铝合金退锌工艺完全可以替代传统的硝酸退锌工艺,且退锌液稳定,使用寿命长,适合电镀生产需要,尤其是适用于自动线生产。
2〕该铝合金退锌工艺具有无挥发、无黄烟及对人体危害极低等特点,符合目前推行的清洁生产及环境保护法规要求。
3〉该铝合金退锌工艺溶液用量少,废水处理简单,且无需使用抽风设备,在一定程度降低了生产成本,且符合环保要求,值得大力推广。
上一篇:太阳能采暖系统介绍