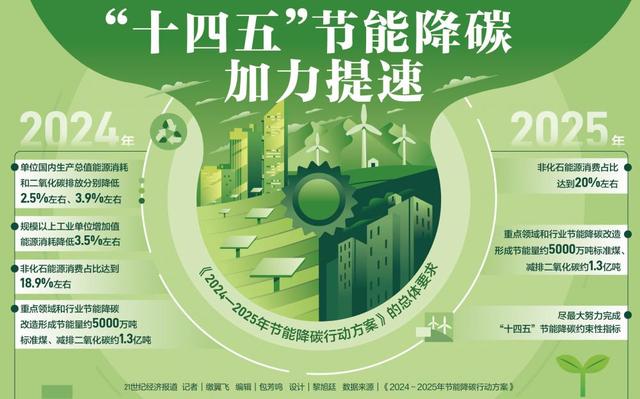
国务院关于印发《2024—2025年节能降碳行动方案》的通知
搪瓷内胆搪瓷前处理工艺浅析
来源:新能源网
时间:2015-08-04 18:04:22
热度:
搪瓷内胆搪瓷前处理工艺浅析1.前言搪瓷前处理工艺是指搪瓷内胆焊接完毕,试压合格后内表面涂搪瓷釉前的洁净处理过程。众所周知,搪瓷工艺的瓷釉层的密着性是搪瓷内胆的重要指标之一,是决定搪
1.前言
搪瓷前处理工艺是指搪瓷内胆焊接完毕,试压合格后内表面涂搪瓷釉前的洁净处理过程。
众所周知,搪瓷工艺的瓷釉层的密着性是搪瓷内胆的重要指标之一,是决定搪瓷内胆寿命的最主要因素。而对于密着性影响最大的是挂釉面的表面质量,包括表面洁净度、表面粗糙度、焊接及弯圆拉伸应力集中度、油脂、化学处理面等。没有一个良好的瓷釉附着面,不可能烧结出高质量、高寿命、高耐压耐冲击的搪瓷内胆,前处理质量影响着瓷釉的附着力、外观、涂层的耐潮湿及耐腐蚀等。前处理工作做得不好,锈蚀仍会在涂层下继续蔓延,使涂层成片脱落。经过认真清理的表面和一般简单清理的工件,用暴晒法进行涂层比较,寿命可相差4-5倍。所以,瓷釉涂搪前的着釉面的表面处理显得尤为重要。
搪瓷前处理工艺通过着釉面的相关洁净工艺处理,消除金属坯体的油脂、污垢、铁锈和加工时形成的内应力等,确保钢铁材料着釉面无油、无锈、无钝化磷化等无机防锈膜层,最大程度地去除加工应力,使具有活性的钢铁材料在高温下和无机搪釉涂料紧密结合,具有很好的密着力。
2.搪瓷前处理工艺的表面洁净处理方式
2.1搪瓷前处理工艺的表面洁净处理方式简介
搪瓷前处理工艺的表面洁净处理方式,主要有物理法和化学法,有些企业为提高着釉面的表面质量,往往采用物理法+化学法的复合处理法。物理法主要是指喷砂工艺,而化学法主要为脱脂法或酸洗法。铸铁坯体和厚钢板坯体的表面洁净多采用物理法即喷砂法;薄钢板坯体多采用化学法即脱脂法或酸洗法。为适应特殊涂搪工艺和改善制品质量要求,洁净后,有些工艺还要求对坯体进行披膜(一般披镍膜)处理。
我们现在使用的太阳能搪瓷水箱,大多数厂家采用物理法,即使用专用搪瓷板(酸洗板)进行焊接制坯,然后采用喷砂工艺对着釉面进行前处理;有少部分企业在喷砂处理前对着釉面进行脱脂处理,喷砂后对着釉面进行清洗中和处理以减少鳞爆缺陷增加密着力。
2.2物理法
物理法,即喷砂工艺,是指利用高速砂流的冲击作用清理和粗化着釉基体表面的过程。该工艺采用压缩空气为动力,以形成高速喷射束将砂料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到着釉面,清除铁锈、焊接氧化皮、污渍和粘附在坯体上的有害物质,同时使着釉表面的外表或形状发生变化。由于砂料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,同时使得工件表面的机械性能得到改善,进一步提高了工件的抗疲劳性,增加了它和涂层之间的亲和性、附着力,以延长搪瓷搪釉涂膜的耐久性,也有利于涂料的流平和装饰。
常用的喷砂装置有室式、自动旋转台式和密封桶鼓式。但无论哪种装置,主要控制的有两方面:砂料种类和压缩动力气压。通过选用不同硬度、颗粒度和尖锐度的砂料,取得不同粗糙度的表面,使着釉面形成细小的峰谷,增加着釉面的抓紧力以加大瓷釉的附着力,通过调节压缩气的压力来调整砂料的切削速度,降低加工时间并取得合适的表面质量和去应力效果。
2.3化学法
化学法主要有脱脂法和酸洗法,酸洗后需要清洗和中和处理。
2.3.1脱脂法
脱脂法是一种主要用于除去着釉表面的油脂和其他脏物的洁净方法,常用于无锈坯体。脱脂法有3种:①烧油法,将坯体置于一定温度下灼烧,除去油脂。②化学脱脂法,用碱性溶液或有机溶剂除去油脂;生产中多使用碱性溶液脱脂,碱性脱脂液常由碱类、乳化剂、湿润剂和软水剂配制而成。③电化脱脂法,又称电解脱脂;将坯体浸渍于具有一定组成和一定温度的碱液电解槽中,通以一定的电压和电流,进行电解脱脂。
其中,化学脱脂法为常用方法。化学脱脂的作用有二:一是皂化,二是乳化。皂化是一种化学作用,即洗涤剂中的碱金属离子同油脂作用而生成脂肪酸碱盐及醇类,这种脂肪酸碱盐就是肥皂,可溶于水,易起清洁作用;乳化是使一种液体以小滴状态悬浮于另一种液体中,毛坯表面上的油脂因乳化而呈悬浮状态,常用的脱脂剂有除油剂火碱和洗衣粉,也有采用碱性除油剂的,一般除油剂浓度为5%左右,洗涤温度在50~80℃即可。
2.3.2酸洗法
酸洗法则是一种主要用酸液除去坯体表面的铁锈和氧化皮的洁净方法,用于锈蚀严重坯体的洁净处理。常用的酸液有硫酸、盐酸溶液,以硫酸居多。酸洗过程的一般顺序为浸热酸、热水洗、碱液中和、干燥和检修等。
酸洗的基理是酸液与铁或铁的氧化物相互进行化学作用而形成可溶性盐类以及在反应过程中析出氢气使氧化皮从毛坯表面以化学方式除去。酸洗通常采用6%~10%浓度的硫酸溶液,在50~80℃下使用。铁锈受酸洗后一部分从毛坯表面脱落下来沉淀到酸洗槽底部,另一部分则形成硫酸亚铁而溶于硫酸洗液中,当酸洗溶液中硫酸亚铁的质量百分比达6%时,溶液必须完全换新。
酸洗以后的毛坯表面,直接残留下一定量的洗液,这些酸液均须用水洗法除去,水洗最好在流动水中进行,水温越高,水洗效果越好。
为除去酸洗中残留在毛坯凹槽和孔隙中的余酸或酸性盐,通常利用纯碱液中和的办法,采用含有0.3%~0.6%的纯碱溶液来中和。此中和溶液需加热到65~75℃使用,以便加速反应。经过处理的着釉表面呈微碱性,烘干时才不生锈,毛坯从中和槽出来后须立即干燥,最好采用连续性运输设施,干燥温度在150~220℃,速度要快,以防生锈。有些企业喷砂后也采用中和和干燥处理。
随着国家对三废排放的控制,酸洗法搪瓷前处理工艺逐渐被淘汰,现在往往通过使用酸洗板的方式替代酸洗工艺。
3.结论
无论采用哪种前处理工艺,最终目的是提高着釉面的洁净程度,改善着釉面的机械性能,提高内胆的抗疲劳性能,增加着釉面的附着力和耐久性,提高搪瓷内胆的使用寿命。所以,不同制造商可选用适合自己加工工艺的前处理方式,确保产品质量达到相应的设计寿命。(文/山东小鸭新能源科技有限公司 王刚)

-
全国第一个《公民环境保护行为准则》发布2024-08-16
-
石墨烯或颠覆手机锂电池 3年内有望普及2024-08-16
-
今年将专题询问水污染防治2024-08-16
-
国内最全电池管理系统厂家名单梳理2024-08-16
-
山东济宁治理大气污染动真格 “蓝天”工程稳步推进2024-08-16
-
大规模制备石墨烯材料被证可行2024-08-16
-
国投改造旗下燃煤电厂 烟气污染物排放将减四分之三2024-08-16
-
我国规划建设三个海洋能海上潮汐发电试验场2024-08-16
-
山西启动低排技改 绿色技术点亮电煤2024-08-16
-
以生态文明理念解决环境污染突出问题2024-08-16