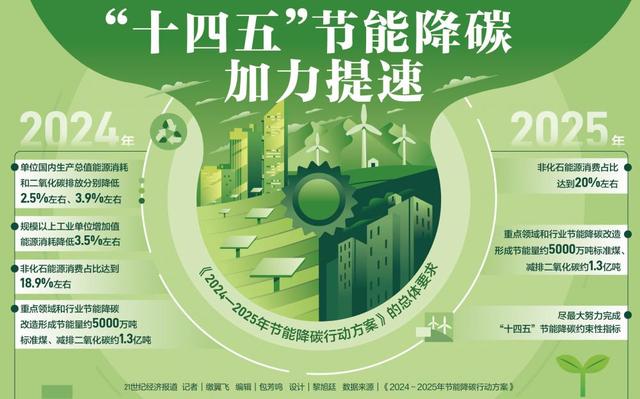
国务院关于印发《2024—2025年节能降碳行动方案》的通知
影响光伏组件层压质量的因素
来源:新能源网
时间:2015-08-04 20:06:16
热度:
影响光伏组件层压质量的因素在太阳能组件生产过程中,层压是一道非常重要的工序。组件的寿命、性能及美观都在层压这里定型。而在此过程中也经常出现一些致命的问题,这些问题往往会使组件完全报
在太阳能组件生产过程中,层压是一道非常重要的工序。组件的寿命、性能及美观都在层压这里定型。而在此过程中也经常出现一些致命的问题,这些问题往往会使组件完全报废。这无疑会使我们的生产成本增加。所以有必要进行一些总结。
层压机是真空层压工艺使用的主要仪器,它的作用就是在真空条件下对EVA进行加热加压,实现EVA的固化,达到对太阳电池密封的目的。
层压之后的组件出现的问题主要有一下几种:
气泡、电池片移位、背板褶皱、汇流带弯曲等
本次总结将从四个方面挖掘产生上述质量问题的原因,在生产过程中,按照此总结的内容逐个排查,定能找到解决方案。
一、工艺参数
层压工艺要达到的要求是EVA交联度在75-85%;EVA 与玻璃和TPT粘合紧密(剥离强度,玻璃 /EVA 大于 30N/cm , TPT/EVA大于15N/cm),电池片无位移,组件无明显的气泡。在具体操作上就是对主要就是对层压机的几个参数进行设置。这几个参数的设置要考虑到很多的因素。
理想的层压参数设置的要点就是在较低温度下进行抽气,然后在较高的温度下使 EVA 固化。这个过程大概可以分成三步:
· 开始阶段,层压机内组件的温度较低,EVA熔化,有良好的流动性,但是交联速度很慢。真空泵对下室抽真空,于是组件内部的气体迅速并且很容易的被抽走。上室保持真空,组件不受压力。
· EVA 固化阶段。组件温度升高到一个较高温度,EVA 发生快速的交联反应。下室继续保持抽真空,及时排出固化过程产生的气体。同时上室充气,上下室之间的压力差使层压机中的橡胶层对组件施加压力。
· 结束阶段。EVA固化完成。先是上室抽真空,撤去压力,然后下室充气,开盖。
层压过程最重要的两个参数是时间和温度
1.1、时间
层压过程的时间包括抽真空时间和层压时间,时间的长短对于层压质量至关重要。时间的确定是根据EVA的特性设定的。一般而言,组件在刚刚进入层压机工作台面时,底面玻璃和中间的EVA之间的温差达到50℃之多,在之后的2分钟左右的时间里,EVA逐渐升温之熔融状态,之后继续升温到达最佳固化温度。由此确定抽真空和层压的时机。
1.1.1、抽真空时间
对应着加压前的抽气时间。主要是指下室抽气。抽真空阶段完成后就是上室充气加压的过程,所以抽气时间又对应着加压的时机。 抽气的目的:一是排出封装材料间隙的空气和层压过程中产生的气体, 消除组件内的气泡;一是在层压机内部造成一个压力差,产生层压所需要的压力。
抽真空时间太短:意味着层压过早,此时EVA流动性好,受压会流动,造成电池片移位,汇流带弯曲,组件背面褶皱等。同时由于时间短,会有可能使组件内有气泡存在。
抽真空时间过长:意味着组件在层压机内时间延长,使EVA交联度偏高,容易老化黄变甚至脱胶。
1.1.2、层压时间
层压时间分为充气时间和层压保持时间
充气时间:对应着层压时施加在组件上的压力,充气时间越长,压力越大。因为像 EVA 交联后形成的这种高分子一般结构比较疏松,压力的存在可以使EVA胶膜固化后更加致密,具有更好的力学性能。同时也可以增强 EVA与其他材料的粘合力。充气时间一般分阶段进行,每段时间不宜太长。
充气时间过长:如果总的层压时间不变,那么层压保持时间势必要缩短,会使的组件内EVA密度偏小,厚度偏大,影响装框。
如果层压保持时间不变,则总的层压时间会延长,会导致一系列的后果:组件可能会出现气泡,EVA交联度偏高,使组件使用过程中易老化黄变,影响寿命。
充气时间偏短:会达不到设定的压强,影响程序进行。对 EVA 固化后的致密度影响很小,起不到什么作用,对去处残存气泡的作用也不大,EVA与TPT、EVA与玻璃之间的粘合力比较小。这种情况一般较少发生。
层压保持时间:对应着施加在组件上的压力的保持时间,是整个过程中时间最长的一个阶段。抽气时间,层压时间和抽气时间之和就对应着总的固化时间。
保持时间过长:可能会导致组件出现气泡,EVA交联度偏高,使组件使用过程中易老化黄变,影响寿命。
保持时间过短:EVA交联度会偏低,可能会出现电池片移位、背板褶皱等现象。
1.2、温度
温度是层压阶段另一个关键的参数。温度的设定是根据EVA厂家推荐的固化温度设定的。但是在实际生产中,会有一些情况要考虑到:
由于层压阶段是在密闭的环境中进行的,此时的温度会比开盖时测量的温度要高,因此,在做温度测量时,一般要求比设定温度低1~2度左右。
温度偏高:温度偏高会导致多种后果:
1.温度偏高会是EVA中部分交联剂分解产生氧气,由于此时EVA已经固化,气体不容易排除,导致组件出现气泡。
2.温度偏高,使得抽真空时EVA提前固化,抽真空不彻底,个别部位如汇流带引出线部位会有残存气体,导致组件产生气泡。
3.温度偏高,使得抽真空时EVA提前固化,导致汇流带引出线部位凹凸不平,出现该部位背板褶皱。
4.温度偏高,会使EVA交联度偏高,使得组件在使用过程中容易黄变、老化。
温度偏低:
1.温度偏低,使得抽真空结束后,层压阶段开始后EVA流动性仍然较好,此时层压会出现电池片移位,串间距变小,甚至造成电池片并片、碎裂等情况。
2.温度偏低,EVA交联度会偏低,各原辅料之间的粘结强度偏低,对组件使用寿命有影响。
1.3、压力
压力的大小对应着充气时间的长短,充气时间越长,压力就越大,反之越小。压力大小的控制应该注意几个方面:
1.3.1、压力值
压力太大。压力太大可能导致电池片被压碎,另外也容易导致 EVA 的流动,造成太阳电池移位。当然压力大对于去除组件残存气泡,减小背板褶皱有一定的效果。
压力太小。对 EVA 固化后的致密度影响很小,起不到什么作用,对去处残存气泡的作用也不大,EVA 与 TPT、EVA 与玻璃之间的粘合力比较小。
在操作过程中,应该是在不造成太阳电池破裂和移位的情况下,尽量的增大压力。
1.3.2、下压速度
下压速度对应着充气速度和压力差。充气速度越快,下压速度也越快;压力差越大,下压速度也越快。
对于博硕层压机而言,充气阀只有一个,因此其充气速度是恒定,如果要降低下压速度,则要对重启过程细分段,使压力差尽量均匀,每段充气时间尽量宽裕。
申科层压机充气时有快速充气阀和慢速充气阀之分,每一段充气开始时快慢同时进行,当真空度快达到设定值时,关闭快速充气阀,只启用慢速充气阀。
下压速度过快:可能导致电池片被压碎,也容易因为EVA的流动二导致电池片移位。
二、接触
所谓接触是指组件进入层压机工作台面,直接或间接接触到的其他物体,如高温布、硅胶板、工作台面及其上的气孔。由于层压过程是在密闭的空间内进行的,因此,组件接触到的物品对于层压质量有一定的影响,在排查引起质量原因的时候,要考虑到这一部分原因。
2.1、高温布
高温布是在层压阶段铺盖在组件上下的一层耐高温材料,起到方便进出料,保护组件,改进层压质量的作用。由于高温布中的耐高温材料为进口产品,价格较高,因此使用时必须仔细。
2.1.1、简介 高温布又称四氟布、水洗布,是一种耐高温漆布,采用优质进口玻璃纤维为编织材料,进行平纹编织或特殊编织成高级玻纤布基材。再采用独特的工艺技术充分浸泡、浸渍、涂覆进口特氟龙(聚四氟乙烯)树脂,制成各种厚度的高温漆布。它具有:
1.尺寸稳定,强度高,延伸系数小于5‰ 。 2.用于低温-196℃,高温350℃之间,具有耐气候性,抗老化。经实际应用,如在250℃高温情下连续放置200天,不但强度不会变低,而且重量也不减少;在350℃高温下放置120个小时,重量只减少0.6%左右;在-180℃超低温情况下不会产生龟裂,并保持原有的柔软性。 3.表机摩擦系数小,绝缘性好。 4.抗粘性好,易于清洗附着其表面的各种油渍,污点或其它附着物如EVA。 5.耐腐蚀性好,耐各种强酸强碱腐蚀,不燃烧,耐老化。 6.透光率达6~13 %。 7.具有高绝缘性能(介电常数小:2.6,正切在0.0025以下)、防紫外线、防静电。
2.1.2、功能及影响
高温布的功能是在层压阶段铺在组件上下两面,铺在下面是方便进料出料,盖在上面是为了隔绝硅胶板接触组件背板。
高温布对于层压组件的影响主要在于高温布的数量及其上面是否有附着物。
高温布过多:直接后果是施加在组件上的压力增大。对组件的影响参见1.3.1。
2.2、硅胶板
硅胶板是太阳能组件层压机重要配件之一,它的质量好坏关系到组件产品的质量好坏,目前市场上层压机用胶皮主要有三种,一种是橡胶板,主要成份是三元乙丙橡胶,优点是耐酸性能好,缺点是气味偏重,耐温低,另一种是硅橡胶板,耐高温,撕裂性能强,耐老化极佳。第三种是复合胶板,它综合了橡胶板和硅胶板的优点,既耐酸又耐高温,层压次数远超橡胶板和硅胶板,是太阳能组件层压机理想的配套产品。
2.2.1、收缩性
硅胶板和其他橡胶材料一样具有收缩性。硅胶板固定在层压机上盖下,下压之后起到密封工作台面,层压时下压,隔着高温布接触组件背面,对组件进行层压。由于硅胶板具有收缩性,因此对于组件层压质量有一定的影响。
硅胶板收缩会造成背板褶皱,引起EVA移动,带动电池片移动。因此与硅胶板收缩相关的质量问题为:电池片移位,背板褶皱。
有时会出现这样一种奇怪的现象:层压时,组件的放置方向会有不同的效果。这是和硅胶板的收缩方向有关的,如果EVA,背板的收缩方向和硅胶板的收缩方向一直,那么对于组件质量的影响较小,反之较大。
2.2.2、松紧程度
硅胶板的收缩率是可以控制的,具体办法就是改变硅胶板的松紧程度。当然有些层压机的硅胶板是不可以调节的,这就要求在换硅胶板时一定要注意松紧适中。
硅胶板太紧:硅胶板太紧,对组件的压力会不均匀,造成电池片移位。
硅胶板较松:由于硅胶板的收缩性,会造成组件背板褶皱,电池片移位。
2.3、气孔
层压过程抽真空或充气过程,都要经过层压机工作台面上的气孔,因此气孔的分布及抽真空时组件内气体移动方向对于组件的层压质量是有一定影响的,另外,组件的放置方向不同,层压质量也不同,和上述两个原因有很大的关系。
三、材料
影响组件层压质量的材料无非EVA、背板、焊带,其他像电池片色差,玻璃瑕疵等问题和层压阶段无关。因此重点总结与层压相关的三种材料。
3.1、EVA
组件在层压机段出现问题,十有八九和EVA有关。EVA引起的组件问题主要有:电池片移位,气泡,背板褶皱,汇流带弯曲等。引起这些质量问题的原因有很多种,和EVA本身有关的无非交联度与收缩率。
3.1.1、交联度
交联度是反映EVA性能的最重要的参数。所谓的交联度,通俗的讲是指EVA交联的程度,外观上的反映是EVA的粘性或与其他材料的粘结强度。从成分上讲,交联度是交联剂发生反应的程度。
线形或轻度支链形的聚合物,通过交联剂的作用,转化为三维网状结构。它可显著提高聚合物的内聚强度、热稳定性等。
交联度偏低:会使得层压阶段开始后EVA流动性仍然较好,此时层压会出现电池片移位,串间距变小,甚至造成电池片并片、碎裂等情况。另外,从长期来看,交联度偏低,使EVA与玻璃及背板的粘结强度不足,会影响组件的使用寿命。
造成交联度偏低的因素有:层压温度偏低,层压保持时间偏短。
交联度偏高:会使组件在以后的使用过程中,老化黄变,影响使用寿命。
引起交联度偏高的因素有:层压温度偏高,层压时间偏长。
3.1.2、收缩率
EVA的收缩率是指在一定温度下,EVA融化前后的尺寸变化比例。收缩率对于组件的影响比较大。收缩率分纵向和横向,一般要求纵向(MD)<4%;横向(TD)<2%,但是实际使用中越小越好。
收缩率偏大:EVA层压之后容易造成电池片移位、并片甚至引起电池片碎裂。
3.1.3、其他
由EVA引起的质量问题,除了上述原因外,还有其他一些原因,比如:EVA存放环境不合理,使之吸潮,引起组件气泡;吸尘造成脱胶等。
3.2、背板
与背板有关的层压质量问题主要是背板褶皱,背板凹陷。而引起褶皱的原意分为自身原因和其他原因。
自身原因与其收缩率以及其自身属性有关;其他原因包括EVA,高温布等。
3.2.1、收缩率
背板的伸缩性主要影响组件生产环节当中的层压环节,伸缩性大的背板在层压过程中会带动EVA 收缩,引起电池片移位甚至并片造成电池片碎裂。
一般而言,由于背板收缩引发组件层压质量的几率比较低,造成背板问题的一般为其他原因。
3.2.2、其他
主要有:
1.高温布或硅胶板上粘有EVA,层压后造成背板凹陷。
2.TPE结构的背板,尤其是BBF材料的背板,由于其材质较软,且其内层EVA与生产使用的EVA熔融性不好,造成EVA交联度偏低,造成一些列后果。
3.3、焊带
焊带引起问题主要为汇流带弯曲。汇流带之所以会弯曲一方面是使用过程中,汇流带本身不平整,造成层压后弯曲,影响组件外观;另一方面为EVA的不正常流动,造成了汇流带的弯曲。EVA的流动有很多原因,请参考EVA章节。
四、环境
环境对于层压质量的影响主要体现在对原材料的影响上,而对于环境要求较严格的材料只有EVA。EVA胶膜的吸附能力强,在使用及储存过程中,要注意防潮防尘,避免与带色物体接触。
·若吸潮,会影响 EVA和玻璃及背板的粘接强度,并且其中的水份会随着温度升高气化,会产生气泡。
·若吸尘,必定影响组件的透光率,并且会导致EVA与玻璃、背板的粘结度下降,甚至会伴随气泡产生。
·若和带色、不洁的物体接触,易被污染。
五、结束语
层压阶段是出问题最多的一个环节。一旦出现质量问题,需要及时排查原因,矫正不合理的地方,使生产高质量高效率的进行,因此需要系统的总结层压过程中的种种问题及其原因。
上一篇:太阳能热水系统施工 调试和运行

-
今年将专题询问水污染防治2024-08-16
-
国内最全电池管理系统厂家名单梳理2024-08-16
-
山东济宁治理大气污染动真格 “蓝天”工程稳步推进2024-08-16
-
大规模制备石墨烯材料被证可行2024-08-16
-
国投改造旗下燃煤电厂 烟气污染物排放将减四分之三2024-08-16
-
我国规划建设三个海洋能海上潮汐发电试验场2024-08-16
-
山西启动低排技改 绿色技术点亮电煤2024-08-16
-
以生态文明理念解决环境污染突出问题2024-08-16