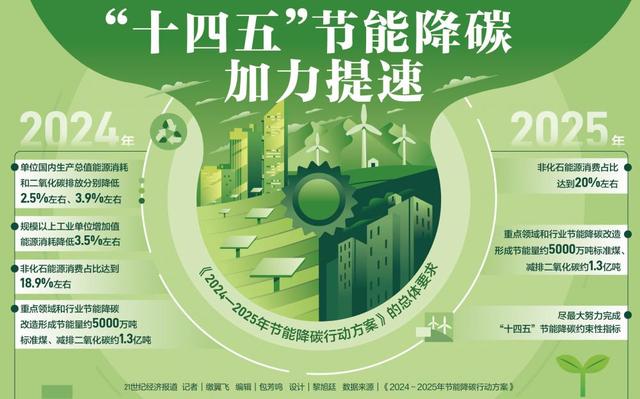
国务院关于印发《2024—2025年节能降碳行动方案》的通知
酿造工业废水治理工程技术规范(HJ 575-2010)
来源:新能源网
时间:2015-08-05 00:56:48
热度:
酿造工业废水治理工程技术规范(HJ 575-2010)1适用范围本标准规定了酿造工业废水治理工程的污染负荷、总体要求、工艺设计、设计参数与技术要求、工艺设备与材料、检测与过程控制、
1适用范围
本标准规定了酿造工业废水治理工程的污染负荷、总体要求、工艺设计、设计参数与技术要求、工艺设备与材料、检测与过程控制、构筑物及辅助工程、劳动安全与职业卫生、施工与验收、运行与维护等技术要求。
本标准适用于酿造工业废水治理工程建设全过程的环境管理,可作为项目环境影响评价,工程的可行性研究、设计、施工、竣工、环境保护验收以及设施建成后运行等环境管理的技术依据。
2规范性引用文件
本标准内容引用了下列文件中的条款。凡是不注日期的引用文件,其有效版本适用本标准。
GB 3836.1~17爆炸性气体环境用电气设备
GB 8978污水综合排放标准
GB 12348工业企业厂界噪声标准
GB/T 12801生产过程安全卫生要求总则
HJ 493-2009水质采样样品的保存和管理技术规定
GB 14554恶臭污染物排放标准
GB 50011建筑抗震设计规范
GB 50014室外排水设计规范
GB 50015建筑给水排水设计规范
GB 50016建筑设计防火规范
GB 50040动力机器基础设计规范
GB 50046工业建筑防腐蚀设计规范
GB 50052供配电系统设计规范
GB 5005310kV及以下变电所设计规范
GB 50054低压配电设计规范
GB 50057建筑物防雷设计规范
GB 50069给水排水工程构筑物结构设计规范
GB 50194建设工程施工现场供用电安全规范
GB 50222建筑内部装修设计防火规范
GB/T 18883室内空气质量标准
GB/T 18920城市污水再生利用城市杂用水水质
GBJ 19工业企业采暖通风及空气调节设计规范
GBJ 22厂矿道路设计规范
GBJ 87工业企业厂界噪声控制设计规范
GBZ 1工业企业设计卫生标准
CJJ 31-89城镇污水处理厂附属建筑和附属设备设计标准
CJJ 60污水处理厂运行、维护及其安全技术规程
HJ/T 91地表水和污水监测技术规范
HJ/T 242环境保护产品技术要求污泥脱水用带式压榨过滤机
HJ/T 245环境保护产品技术要求悬挂式填料
HJ/T 246环境保护产品技术要求悬浮填料
HJ/T 247环境保护产品技术要求竖轴式机械表面曝气装置
HJ/T 250环境保护产品技术要求旋转式细格栅
HJ/T 251环境保护产品技术要求罗茨鼓风机
HJ/T 252环境保护产品技术要求中、微孔曝气器
HJ/T 259环境保护产品技术要求转刷曝气装置
HJ/T 260环境保护产品技术要求鼓风式潜水曝气机
HJ/T 262环境保护产品技术要求格栅除污机
HJ/T 263环境保护产品技术要求射流曝气器
HJ/T 277环境保护产品技术要求旋转式滗水器
HJ/T 278环境保护产品技术要求单级高速曝气离心鼓风机
HJ/T 279环境保护产品技术要求推流式潜水搅拌机
HJ/T 280环境保护产品技术要求转盘曝气装置
HJ/T 281环境保护产品技术要求散流式曝气器
HJ/T 283环境保护产品技术要求厢式压滤机和板框压滤机
HJ/T 335环境保护产品技术要求污泥浓缩带式脱水一体机
HJ/T 336环境保护产品技术要求潜水排污泵
HJ/T 369环境保护产品技术要求水处理用加药装置
NY/T 1220.1沼气工程技术规范第1部分:工艺设计
NY/T 1220.2沼气工程技术规范第2部分:供气设计
《建设项目(工程)竣工验收办法》(国家计委计建设[1990]215号)
《建设项目环境保护竣工验收管理办法》(国家环境保护总局令第13号)
3术语和定义
3.1
酿造brewing
指利用微生物或酶的发酵作用将农产品原料制成风味食品饮料的过程。
3.2
酿造工业brewing industry
指食品工业中从事啤酒、白酒、黄酒、葡萄酒、酒精等酒类和醋、酱、酱油等调味品制造的工业行业。
3.3
酿造废水brewing wastewater
指酿造工业排放的生产废水,以及固体、半固体废弃物和废液等综合利用时产生的废渣水。
酿造过程中特定生产工艺的某一生产工序排放的尚未与其他废水混合的废水称为酿造工艺废水(brewing process wastewater)。
酿造产品生产过程中排放的各类废水的混合废水称为酿造综合废水(brewing comprehensive wastewater)。
酿造废水根据酿造产品的不同,可分为啤酒废水、白酒废水、黄酒废水、葡萄酒废水、酒精废水等,以及制醋废水、制酱废水和制酱油废水等。
3.4
洗涤废水washing wastewater
指清洗酿造产品包装瓶、糖化锅、发酵罐等容器及管路时产生的废水。
3.5
锅底水bottom pot water
指白酒生产中蒸酒工序产生的蒸煮锅底残液。
4污染负荷
4.1废水收集
4.1.1酿造废水应遵循“清污分流,浓淡分家”的原则,根据污染物浓度进行分类收集。
4.1.2酿造废水可参照表1的规定进行收集。
4.2污染负荷
4.2.1确定酿造废水的污染负荷应符合以下规定:
(1)各个生产工序排放的各种工艺废水应逐一进行废水排放量测量和水质取样化验;
(2)在工厂废水排放总口对综合废水排放总量和废水水质进行实际测量和取样化验;
(3)根据实际测量和检测取得的数据,分别计算各个生产工序的污染负荷和工厂排放总口的污染总负荷。
4.2.2酿造废水也可根据生产实际进行物料平衡和水平衡测试确定污染负荷。
4.2.3酿造废水排放量测量和水质取样化验应符合HJ/T 91的要求。
4.2.4新建的酿造废水治理工程,可类比现有同等生产规模和相同生产工艺酿造工厂的排放数据确定酿造废水污染负荷。
4.2.5在无法取得污染数据时,可参照表2中的数据取值。
4.3水量和水质的设计参数确定
4.3.1设计水量和进水水质等设计参数应根据污染负荷的加权统计数据确定,或类比同等同类工厂确定。
4.3.2酿造综合废水治理设施的出水水质,应根据当地人民政府环境保护行政主管部门的环境管理要求和处理出水排放去向,选择适用的排放标准,如:GB 8978、相关地方排放标准和酿造行业污染排放标准等,并符合标准的规定。
4.3.3本标准的技术基础支持酿造废水污染治理设施的处理出水满足GB 8978一级(B)标准规定的各项水质限值。当排放要求严于GB 8978的规定时,可调整废水处理工艺流程、增加处理单元。
4.3.4设计水量、设计水质的取值宜在污染负荷原数值上增加设计裕量。处理出水的各项水质指标的运行控制值宜低于相应排放标准限值的10%~20%。
5总体要求
5.1一般规定
5.1.1酿造废水治理工程设计除应遵守本标准外,还应符合国家现行的有关标准和技术规范的规定。
5.1.2酿造生产工序排放的酒糟、废酵母、废硅藻土等固体物和废渣水严禁直接混入综合废水处理设施,应另行进行综合利用或减量化与无害化处理处置。
5.2项目构成
5.2.1酿造废水处理厂(站)的工程项目主要由废水处理构(建)筑物与设备、辅助工程和配套设施等构成。
5.2.2废水处理构(建)筑物与设备包括:前处理、厌氧处理、好氧处理、沼气处置与利用、污泥处理、恶臭处理、排放与监测、废水回用等单元。
5.2.3辅助工程和配套设施包括:厂(站)区道路、围墙、绿地工程,独立的供电工程和供排水工程等;专用的化验室、控制室、仓库、修理车间等工程和办公室、休息室、浴室、食堂、卫生间等生活设施。
5.2.4废水处理厂(站)应按照国家和地方的有关规定设置规范化排污口。
5.3建设规模
5.3.1酿造废水治理工程的建设规模以处理设施每日处理的综合废水量(m³/d)计。
5.3.2酿造废水治理工程的建设规模按以下规则分类:
——小型酿造废水治理工程的日处理能力<1000m³/d;
——中型酿造废水治理工程的日处理能力1000~3000m³/d;
——大型酿造废水治理工程的日处理能力3000~10000m³/d;
——特大型酿造废水治理工程的日处理能力≥10000m³/d。
5.3.3应根据建设规模确定酿造废水治理工程的建设要求,并符合表3的规定。
5.4厂(站)选址和总平面布置
5.4.1大型和特大型新建酿造废水治理工程选址应符合GB 50014中的相关规定。
5.4.2工程的平面布置应布局合理、节约用地;高程设计应降低水头损失,减少提升次数。
5.4.3工程宜按双系列布置,构筑物及设备之间应留有一定空间。
5.4.4废水处理厂(站)周围可根据场地条件进行适当的绿化或设置隔离带。
5.4.5沼气利用等需要防火防爆的设施应设置在相对独立的区域,并考虑一定的防护距离。
6工艺设计
6.1酿造废水污染治理技术路线
6.1.1依靠先进的管理技术、实用的治理技术和资源综合利用技术,实现全过程控制。
(1)贯彻全过程控制,从源头削减污染负荷,控制污染物的产生并减少排放;
(2)优先采用处理效率高、节省建设投资的处理工艺,追求运行费用、能耗、物耗最小化;
(3)保证酿造废水治理设施稳定达标、可靠、安全运行,且易于操作和维护;
(4)保证处理工艺流程完整,不减少处理单元、简化工程设计、缺省污染治理工程,工程设计应按照当地环境保护管理要求设置在线监测系统;
(5)重视防治二次污染,工程设计应考虑生产事故等非正常工况的污染防治应急措施。
6.1.2实行清洁生产,加强生产工艺的用水管理和排放管理,减少废水产生量和排放量。
(1)加强对冷却水和冲洗水等低浓度工艺废水的循环利用和工艺套用;
(2)冲洗罐、釜、槽、坛、瓶等设备、容器和管路时,应采用“少量、多次”的冲洗方法或逆流漂洗方法;
(3)浓度高的酸性废液和碱性废液应单独收集并处置,不得形成冲击性排放;
(4)尽可能利用酸性工艺废水与碱性工艺废水之间的酸碱度实现废水的自然中和,并使混合后形成的综合废水的pH值符合系统进水要求。
6.1.3采取削减有机污染负荷的工艺废水单独收集、处理措施,控制综合废水处理系统的进水水质。
(1)含有大量固体物质(糟渣、酵母)的固态、半固态污染物应单独收集并回收处理;
(2)浓度较高且具有资源回收价值的工艺废水应单独收集并优先进行回收处理;
(3)浓度较高、但没有资源回收价值且超出综合废水集中处理系统进水要求的工艺废水应分别收集,在混入综合废水之前应进行污染负荷削减的处理;
(4)回收处理产生的尾水如污染物浓度仍较高,宜经过预处理后再混入综合废水进行集中处理;
(5)符合综合废水集中处理系统进水要求的工艺废水,应直接混入综合废水进行集中处理;
(6)酸性、碱性洗水应优先用于综合废水的pH调整,或经过中和处理后混入综合废水进行集中处理;
(7)数量少、非间歇排放,或不易分别收集的高浓度工艺废水(如啤酒行业的麦糟滤液、废酵母滤液、一次洗涤水等),在不影响综合废水处理系统进水水质要求的前提下,宜直接混入综合废水集中处理。
6.1.4酿造废水总体上应采取“资源回收-厌氧生物处理-生物脱氮除磷处理-回用或排放”的分散与集中相结合的综合治理技术路线,其各部分的技术选用原则如下:
(1)资源回收一般采用固液分离、干燥等处理技术;
(2)厌氧生物处理宜采用两级厌氧处理技术,其中,一级厌氧发酵处理针对高浓度有机废水和废渣水,二级厌氧消化处理针对酿造综合废水;
(3)生物脱氮除磷处理一般采用“厌氧+缺氧+好氧+二沉/过滤”的污水活性污泥处理技术;
(4)废水回用的深度处理宜采用凝聚、过滤、膜分离等物化处理技术;
(5)污染负荷较低的啤酒等行业的酿造综合废水,宜采用一级厌氧生物处理;当两级厌氧生物处理不能满足酿造综合废水的处理要求时,应组合不同厌氧处理技术形成“多级厌氧”的厌氧组合工艺;
(6)资源回收产生的滤液、生物处理产生的剩余污泥、厌氧处理产生的沼气、沼液和沼渣,均应妥善处置和利用。
6.2酿造废水污染治理工艺流程组合
6.2.1各类酿造制品产生的工艺废水的水质差异较大,应结合生产实际,根据废水水质、污染性质和污染物浓度,决定资源回收的需要,选择厌氧生物处理的级数,优化酿造综合废水污染治理工艺流程和适宜的废水处理单元技术。
6.2.2酿造废水污染治理工艺流程组合总框架图
针对某一特定酿造废水进行工艺设计时,应依据图1进行有取舍的专门设计。
6.3废水的资源回收与循环利用
6.3.1固形物回收
固形物回收处理工艺流程见图2。
(1)各类酒糟、葡萄酒渣和白酒锅底水等宜采用“蒸馏”工艺优先回收酒精;
(2)啤酒废水应回收麦糟和酵母,酵母废水和麦糟液应采取“离心”或“压榨”或“过滤”等固液分离方法回收酵母和麦糟并干燥制成饲料;
(3)采用固态发酵的白酒和酒精行业应回收固体酒糟,应采用“压榨+干燥”等工艺制高蛋白饲料;
(4)半固态发酵工艺产生的酒糟渣水,可采用“过滤+离心/压榨+干燥”工艺制高蛋白饲料;
(5)液态发酵工艺产生的废醪液,尤其是以糖蜜为原料的酒精废醪液,宜采用“蒸发/浓缩+干燥/焚烧”工艺制有机肥或无机肥;
(6)悬浮物浓度较高的工艺废水(如一次洗水),宜采用“混凝+气浮/沉淀”工艺进行固液分离,固形物经干燥,可回收利用制作饲料;
(7)葡萄渣皮、酒泥等经发酵可回收利用制成肥料;
(8)各类酒糟、酒糟渣水如不适宜回收饲料、肥料,可采取厌氧发酵技术集中回收沼气能源,沼气可替代酿造工厂燃煤的动力消耗;
(9)回收固形物产生的压榨滤液应送往一级厌氧反应器进行处理,湿酒糟等含水固形物可以采用厌氧生物处理产生的沼气进行烘干;
(10)冷凝水可以根据其污染物(COD)浓度,或按工艺废水单独处理,或混入综合废水进行集中处理。
6.3.2废水循环利用
适宜循环利用的低浓度工艺废水的COD一般不超过100mg/L。此类废水的循环利用途径和方法如下(图3):
(1)冷却水宜采用“混凝+过滤+膜分离(除盐)”工艺进行循环处理,加强循环利用,提高浓缩倍数,减少新鲜水补充量和废水排放量;
(2)酒瓶洗涤废水宜通过采用“混凝+气浮/沉淀”或“过滤+膜分离”工艺的在线处理,实现闭路循环;
(3)原料洗涤废水宜采用“过滤/沉淀”工艺实现循环利用或套用于其他生产工序。
6.3.3污染物浓度较高的原料浸泡水、容器冲洗的一次洗水和蒸发、蒸馏的冷凝水不宜于循环利用,应混入综合废水进行集中处理。
6.3.4酿造行业各类高浓度工艺废水选用回收处理技术和循环利用技术时,应进行处理工艺试验和技术经济比较。
6.4高浓度工艺废水的一级厌氧发酵处理
6.4.1一般规定
6.4.1.1污染物浓度超过综合废水集中处理系统进水要求的各类高浓度工艺废水和回收固形物产生的各种滤液(酒糟压榨清液或废醪液的滤液),应单独收集并进行削减污染负荷的一级厌氧发酵处理,符合综合废水处理系统的进水要求后方可混入综合废水。
6.4.1.2对计划混入综合废水的各股工艺废水应测算其COD总量,根据其对综合废水进水水质和处理出水稳定达标可能造成的潜在影响,确定其污染负荷削减程度,或确定其是否需要采取一级厌氧发酵处理措施以削减污染负荷。
6.4.1.3一级厌氧发酵处理应优先采用完全混合式厌氧发酵反应器(CSTR),也可以采用其他厌氧生物处理技术;厌氧生物处理宜根据污水悬浮物的浓度、自然气候条件和污水特性,以及与后续综合废水处理使用的相关厌氧工艺的匹配性,确定适宜的厌氧反应器。
6.4.1.4当厌氧生物处理对进水悬浮固体(SS)浓度有要求时,宜采用物化处理工艺进行预处理;混凝剂和助凝剂的选择和加药量应通过试验筛选和确定,同时应考虑药剂对厌氧处理和综合废水集中处理系统中微生物的影响。
6.4.2一级厌氧发酵处理
6.4.2.1作为一级厌氧发酵处理,可供选择的厌氧反应器包括:完全混合式厌氧反应器(CSTR)、升流式厌氧污泥床(UASB)、厌氧颗粒污泥膨胀床(EGSB)、气提式内循环厌氧反应器(IC)等技术。
6.4.2.2薯类酒精和糖蜜酒精的废醪液、黄酒的浸米水和洗米水、白酒的锅底水和黄水、葡萄酒渣水,以及上述酒类生产设备的一次洗水和酒糟等固形物回收的压榨滤液等高浓度有机物、高浓度悬浮物的工艺废水,应优先选用“完全混合式厌氧反应器(CSTR)”。
6.4.2.3玉米、小麦酒精,啤酒、酱、酱油、醋等行业的高浓度工艺废水,可以选用厌氧颗粒污泥膨胀床(EGSB)等类型的厌氧反应器,或者选用“混凝+气浮/沉淀+厌氧”的“物化+生化”的组合处理技术。
6.4.3高浓度工艺废水一级厌氧发酵处理工艺流程如图4所示。
6.4.4各类高浓度工艺废水进入一级厌氧发酵处理系统前,应对进水水质进行必要的调整,使水温、pH、SS、SO2-4等指标满足厌氧生化反应的要求。
6.4.5一级厌氧处理出水的COD应符合酿造综合废水集中处理系统中二级厌氧处理的进水要求。
6.4.6一级厌氧处理的设计参数应根据废水处理工艺试验确定,应考虑与后续集中处理的衔接。
6.5综合废水的集中处理
6.5.1酿造综合废水集中处理应根据进水水质和排放要求,采用“前处理+厌氧消化处理+生物脱氮除磷处理+污泥处理”的单元组合工艺流程。
6.5.2前处理
6.5.2.1前处理包括中和、匀质(调节)、拦污、混凝、气浮/沉淀等处理单元。其中,匀质(调节)处理单元是必选的前处理单元技术,其他前处理单元技术的取舍应根据综合废水的水质特性和设施建设要求确定。
6.5.2.2酿造废水的pH调节应尽可能依靠各类工艺废水与酸、碱废水混合后的自然中和,混合后废水的pH值如仍不符合进水要求,可以利用废碱液进行中和。
6.5.2.3前处理工艺流程图如图5所示。
6.5.3二级厌氧消化处理
6.5.3.1相对于高浓度工艺废水厌氧预处理,酿造综合废水处理的厌氧系统是二级厌氧消化处理。
6.5.3.2“二级厌氧消化处理”适用于处理高浓度工艺废水的一级厌氧处理出水,也适于直接处理啤酒、葡萄酒、酱、酱油、醋等酿造制品的酿造综合废水。
6.5.3.3采用“二级厌氧消化处理”工艺应根据系统的进水水质选择适宜的厌氧反应器。
6.5.3.4二级厌氧消化处理工艺流程如图6所示。
6.5.4生物脱氮除磷处理
6.5.4.1酿造综合废水的生物脱氮除磷处理系统包括:厌氧段(除磷时)、缺氧段(脱氮时)、好氧曝气反应池、二沉池等,宜根据有机碳、氮、磷等污染物去除要求,选择相关处理单元技术。
6.5.4.2可选用缺氧/好氧法(A/O)、厌氧/缺氧/好氧法(A/A/O)、序批式活性污泥法(SBR)、氧化沟法、膜生物反应器法(MBR)等活性污泥法污水处理技术,也可选用接触氧化法、曝气生物滤池法(BAF)和好氧流化床法等生物膜法污水处理技术。
6.5.4.3综合废水的污染负荷超过系统进水要求时,应通过调节厌氧处理效率、增加厌氧或好氧的级数等措施削减污染物;废水性质(B/C、C/N等)不符合进水要求时,应采取技术措施调整或者增加化学法高级氧化处理单元。
6.5.4.4综合废水中含有较高的氮、磷污染物时,应选用具有较高脱氮除磷功能的兼氧工艺:
(1)脱氮处理时,可采用“缺氧/好氧”工艺;
(2)需要进行除磷脱氮处理时,应采用“厌氧/缺氧/好氧”工艺,也可根据废水水质情况采用化学除磷方法。
6.5.4.5中型以上规模处理设施的二沉池宜采用辐流式,小规模的二沉池宜采用竖流式沉淀池。
6.5.4.6生物脱氮除磷处理工艺流程如图7所示。
6.6深度处理
6.6.1一般规定
6.6.1.1酿造综合废水需要回用时,应根据回用途径在综合废水二级生化处理出水的基础上进行深度处理。
6.6.1.2当地人民政府环境保护行政主管部门对酿造废水排放有更高要求时[达到一级(A)标准],也可通过废水的深度处理提高出水水质。
6.6.1.3深度处理工艺技术的选用,应进行处理工艺试验,并进行技术经济比较后确定。
6.6.1.4深度处理出水宜优先选择作为厂区绿地浇灌和景观用水等回用途径,也可回用于冲洗水、原料洗涤水和浸泡水等水质要求不高的酿造产品生产工艺。
6.6.1.5应根据回用途径确定相应的回用水水质标准,但最低用水要求不得低于GB/T 18920的规定。
6.6.2工艺组合
6.6.2.1深度处理可采用完全物化工艺,如“混凝+沉淀”,或“混凝+气浮+吸附”,或“高级氧化”,或“膜分离”工艺;也可采用“生化+物化”的单元组合工艺,如“膜生物反应器(MBR)”或“曝气生物滤池(BAF)+过滤”等。
6.6.2.2对水质要求不高的生产工艺用水或绿化用水等一般性回用处理可选择混凝沉淀、混凝气浮和高效过滤等单元技术或单元技术组合流程。
6.6.2.3涉及酿造工艺控制用水的回用水处理应采用吸附处理、高级氧化处理、膜分离处理等单元技术或单元技术组合流程。
6.7污泥处理
6.7.1酿造综合废水的污泥处理包括污泥浓缩、污泥脱水、污泥处置等处理单元。
6.7.2污泥浓缩宜采用浓缩池工艺,也可以采用机械浓缩工艺。
6.7.3污泥脱水可根据污泥产生量选用离心机、板框压滤机或带式压榨过滤机。
6.7.4污泥的处置途径
(1)一级厌氧采用完全混合厌氧反应器(CSTR)的情况下,好氧污泥经浓缩后可以送往完全混合厌氧反应器(CSTR)进行厌氧消化处理;
(2)脱水的厌氧消化污泥堆肥烘干后可以作为肥料利用;
(3)脱水污泥无利用途径时应送往指定的垃圾填埋场进行填埋处置;
(4)洗瓶废水沉淀产生的化学污泥脱水处理后宜送往动力锅炉与煤混烧处置。
6.8沼气利用
6.8.1厌氧处理的沼气利用系统包括:沼气贮存柜、沼气净化器、沼气燃烧/换热器等。大型沼气利用系统应包括沼气锅炉、沼气发电机等。
6.8.2大型和特大型规模的酿造废水治理设施,其厌氧产生的沼气宜进行发电利用,达到一定发电规模时应鼓励沼气电并入电网。替代和补偿酿造工业生产及废水治理设施的自用电力时,宜遵循“以沼
定电”、“尽产尽用”的原则。
6.8.3中、小型规模的酿造废水治理设施应结合生产实际情况进行沼气利用,如用于厌氧换热的热源、回收固形物的干燥,或作为补充燃料供给动力锅炉直接燃烧,或设置火炬以排空燃烧,不得将沼气以直排方式排放。
6.8.4宜根据沼气利用途径,对沼气进行脱硫和脱水的净化处理。脱硫宜采用装填脱硫剂的脱硫塔净化法或生物脱硫法。
6.9二次污染防治
6.9.1恶臭治理
6.9.1.1格栅间、调节池、水解酸化池、生物处理池、污泥储池、污泥脱水处理间等位置应设置臭气收集装置,并进行除臭处理。
6.9.1.2大型和特大型酿造废水处理厂(站)的构筑物宜采取密闭收集措施。
6.9.1.3除臭工艺宜采用物理、化学和生物法相结合的组合技术,常用的除臭工艺包括:吸附、臭氧氧化或光催化氧化、碱吸收、生物吸附或生物过滤等。
6.9.1.4废水处理设施的恶臭气体排放浓度应符合GB 14554的规定。
6.9.1.5酿造工厂排放的各类废渣应堆放在密闭车间,并设置废气收集、处理装置。可采取喷洒化学药剂、生物制剂的方法进行除臭。
6.9.2噪声和振动防治
6.9.2.1应采取隔声、消声、绿化等降低噪声的措施,厂界噪声应达到GB 12348的规定。
6.9.2.2设备间、鼓风机房的噪声和振动控制的设计应符合GB 50040和GBJ 87的规定。
6.9.2.3设备间应具有良好的隔声和消声设计,选用性能良好的声学材料进行防护。
6.9.2.4机械设备的安装应考虑隔振、隔声、消声等噪声和振动控制措施,特大噪声发生源,如鼓风机和水泵等应专门配置消声装置。
6.10事故与应急处理
6.10.1酿造废水处理设施应单独设置事故池。调节池不得作为事故池使用。发生事故时,应将废水输送到事故池储存。
6.10.2发生事故时,可采取如下应急处理技术:
(1)采取向事故池曝气的方式进行空气氧化处理;
(2)投加混凝药剂进行凝聚分离处理;
(3)投加特效工程生物菌剂进行生物氧化处理等。
6.10.3生产恢复正常或废水处理设施排除故障后,可将事故池存放的废水均量输送到综合废水处理系统进行达标排放的处理。不得从事故池直接向厂外排放废水。
6.10.4酿造工厂停产维修期间,如废水处理设施也相应停运,应采用事故池收集处理设施停运维修期间企业所排放的生活污水和其他废水。
7工程设计参数与技术要求
7.1前处理
7.1.1格栅
7.1.1.1调节池前应分别设置粗、细格栅,或水力筛、旋转筛网。粗、细格栅的栅条间隙宜分别为3.0~10.0mm和0.5~3.0mm。
7.1.1.2格栅渠的设计应符合GB 50014中的相关规定。
7.1.1.3中、小型规模的酿造综合废水治理设施的格栅渠可与调节池合并设计。
7.1.2调节池
7.1.2.1酿造综合废水治理设施应设置调节池,应具备均质、均量、防止沉淀、调节pH、补加碱度等功能。
7.1.2.2调节池的水力停留时间(HRT)宜为6~12h,中、小型规模的综合废水治理设施设置的调节池的有效容积不宜低于日排水量的50%。
7.1.2.3调节池宜采用预曝气或机械搅拌方式实现水质均质功能,曝气量宜为0.6~0.9m³/(m³·h),或控制气水比为7∶1~10∶1。机械搅拌功率宜根据水质波动程度采用4~8W/m³。
7.1.2.4调节池可视水质情况和处理工艺需要,在出水端设置去除浮渣和清除杂物的处理装置,并安装补碱药剂等自动投加设备。
7.1.2.5调节池中废水的pH应控制在6.5~7.8。应设置在线pH自动检测仪和中和剂的自动投加装置。
7.1.3进水悬浮物高时,应另设置“混凝+沉淀/气浮”处理单元,并增设自动投药装置。混凝剂选择与药剂投加量由工艺试验确定。混凝搅拌池的水力停留时间≥0.5h,沉降/气浮的水力停留时间≥1.0h。
混凝单元的COD去除率宜控制在20%~50%,SS去除率≥95%。
7.1.4当综合废水中SO2-4超过4500mg/L时,宜对废水进行脱硫处理。
7.2厌氧生物处理
7.2.1厌氧反应器的进水应符合以下条件:
7.2.1.1一级厌氧反应器:
(1)工艺废水的COD<100000mg/L、悬浮物(SS)<50000mg/L时,宜选用完全混合式厌氧发酵反应器(CSTR);
(2)工艺废水的COD<30000mg/L、悬浮物(SS)<500mg/L时,宜选用厌氧颗粒污泥膨胀床反应器(EGSB)。
7.2.1.2二级厌氧反应器:
(1)综合废水的COD<3000mg/L、悬浮物(SS)<500mg/L时,宜选用升流式厌氧污泥床反应器(UASB);
(2)综合废水的COD<1000mg/L时,宜选用水解酸化厌氧反应器。
7.2.2厌氧生物处理单元的污染物(COD)去除率应符合如下规定:
7.2.2.1高浓度工艺废水的COD去除率
(1)一级厌氧处理选用CSTR时,COD去除率应>80%;
(2)一级厌氧处理选用EGSB时,COD去除率应>85%。
7.2.2.2综合废水的COD去除率
(1)二级厌氧处理选用UASB时,COD去除率应>90%;
(2)二级厌氧处理选用水解酸化工艺时,COD去除率应>35%。
7.2.3应根据工艺试验结果确定各类厌氧反应器的设计、运行参数。当缺少试验资料时可参考表4的数据进行工程设计。
7.2.4厌氧反应器后宜设置缓冲池,水力停留时间(HRT)宜为1.0~1.5h。
7.2.5厌氧反应器的设计应符合相应的工程技术规范。厌氧反应器可采用钢筋混凝土结构或钢结构,钢结构需要采取保温措施。厌氧反应器应根据设计进水流量,设置2个或2个以上的反应器。单体厌氧反应器的容积不宜大于2000m³。
7.2.6采用厌氧颗粒污泥膨胀床反应器(EGSB)和升流式厌氧污泥床反应器(UASB)时,如进水悬
浮物(SS)浓度过高,应增设“混凝+气浮/沉淀”的预处理单元。
7.2.7采用水解酸化厌氧反应器应从底部进水,布水系统应保证布水均匀。应在底部设置潜水搅拌器,以防止污泥沉降。潜水搅拌器的机械搅拌功率宜采用2~4W/m³。
7.2.8完全混合式厌氧消化反应器(CSTR)的高径比宜为(1.5~2):1;宜采用连续搅拌,搅拌功率宜为0.001~0.005W/m³。反应器处理高浓度酿造废水时,其水力停留时间(HRT)宜按4~10d设计,或污泥浓度宜按4~10g/L控制。
7.3生物脱氮除磷处理
7.3.1生物脱氮除磷处理系统的进水应符合以下要求:
(1)系统进水化学需氧量(COD)宜≤1000mg/L;
(2)水温宜为12~37℃、pH宜为6.5~9.5、营养组合比(碳∶氮∶磷)宜为100∶5∶1;
(3)污水中五日生化需氧量(BOD5)与化学需氧量(COD)之比(B/C)宜>0.3;
(4)去除氨氮时,进水总碱度(以CaCO3计)与氨氮(NH3-N)的比值宜>7.14;
(5)去除总氮时,五日生化需氧量(BOD5)与总凯氏氮(TN)之比(C/N)宜>4,总碱度(以CaCO3计)与氨氮(NH3-N)的比值宜>3.6;
(6)去除总磷时,五日生化需氧量(BOD5)与总磷(TP)之比(C/P)宜>17;
(7)好氧池(区)的剩余碱度宜>70mg/L。
7.3.2生物脱氮除磷处理系统的污染物去除率应符合以下要求:
(1)生物脱氮除磷处理系统的COD去除率应>90%;
(2)BOD5去除率应>95%;
(3)氨氮(NH3-N)去除率应>80%;
(4)总磷(TP)去除率应>80%。
7.3.3应根据工艺试验结果确定各类设计、运行参数,其工程设计应符合相应的工程技术规范要求和GB 50014中的相关规定。当缺少试验资料时可参考表5的数据设计。
7.3.4采用生物膜法的接触氧化工艺时,其技术要求如下:
(1)应选用性能优良的高效生物膜填料,固定生物膜填料的钢架应选用314不锈钢材质;
(2)应采取底部进水的方式,并设置布水器使废水均匀进入反应池,废水上升流速宜为0.5~1.0m/h;
(3)好氧池应保持足够的充氧曝气,溶解氧(DO)应大于2.0mg/L,气水比宜控制在5∶1~20∶1。
7.3.5酿造综合废水进水水质不符合7.3.1的各项要求时,应采取相应的水质改善措施进行调整,如进行补碱,或增加水解酸化处理单元对大分子物质进行生物降解,或采用高级氧化技术予以化学分解。
7.3.6脱氮时,混合液的回流比宜为100%~400%;除磷时,污泥的回流比宜为50%~100%。
7.4污泥处理
7.4.1污泥处理工程设计应符合GB 50014的相关规定。
7.4.2生化污泥产生量应根据有机物浓度、污泥产率系数进行计算;当缺乏资料时,可参考表5的数值。物化污泥量应根据废水浓度、悬浮物、药品投加量、有机物的去除率等进行计算。
7.4.3脱水生化污泥的含水率应≤80%。脱水化学污泥的含水率应≤75%。
7.4.4污泥浓缩脱水投加药剂的种类和投药量应根据试验确定,不宜过量投加。
7.4.5污泥浓缩池的水力停留时间(HRT)应根据除磷的需要确定,一般宜为2~4h。
7.5沼气利用
7.5.1应根据厌氧反应器进水水质和沼气产率确定建设规模,其工程设计应符合NY/T 1220.1和NY/T 1220.2的规定。
7.5.2沼气利用应设计隔离区,实行封闭管理,严格防火、防爆、防毒。
7.5.3沼气利用系统应建设沼气储柜,储气柜的容积设计应根据不同的用途确定,沼气用于发电时储气柜的储存容量应满足72h的沼气产生量,或符合有关标准的要求。
7.6事故应急处理
7.6.1事故池有效容积应大于发生事故时的最大废水产生量,或大于酿造工厂24h的综合废水排放总量。
7.6.2事故池应设置以备应急处理使用的表曝机、污水泵等设备。
7.6.3事故池的池体超高宜为700~1000mm。事故池应设置排泥设施和排泥泵。
8主要工艺设备和材料
8.1选型要求
8.1.1酿造综合废水治理设施的关键设备和材料包括:格栅除污机、水泵、污泥泵、鼓风机、曝气机械和曝气装置、潜水推流搅拌机、自动加药装置、污泥浓缩脱水机械、生物膜填料、滗水器等。
8.1.2所有关键设备和材料均应从工程设计、招标采购、施工安装、运行维护、调试验收等环节给予严格控制,选择满足工艺要求、符合相应标准的产品。
8.1.3格栅除污机应优先选用回转式或钢索式,栅间隙应符合设计规定,负载运转下不得产生卡阻。
8.1.4水泵、污泥泵应选用节能型,泵效率应大于80%。应根据工艺要求选用潜水泵或干式泵。潜水污水泵应优先选用首次无故障时间大于12000h的产品,机械密封应无渗漏。
8.1.5鼓风机应优先选用低噪声、低能耗、高效率的产品,运转噪声应小于等于83dB(A),出口风压应稳定。
8.1.6表面曝气机械的理论动力效率应大于3.5kg/(kW·h),鼓风式曝气器的理论动力效率应大于4.5kg/(kW·h)。在满足工艺要求的前提下应优先选用竖轴式表面曝气机和鼓风式射流曝气器。
8.1.7潜水推流搅拌机应密封良好、无渗漏,运转时保持反应池底边流速≥0.3m/s。
8.1.8加药装置应实现自动化运行控制。自动加药装置的计量精度应不低于1‰。
8.1.9中小型规模的酿造废水治理设施宜选用浓缩池浓缩污泥、板框(厢)式压滤机脱水的污泥处理模式,大型和特大型酿造废水治理设施宜选用污泥浓缩一体机的机械处理模式。
8.1.10生物膜填料应优先选用技术性能高、使用寿命长的产品。填料的比表面积应大于1500m²/m³。
反应器的填料填充率应依据污泥容积负荷进行确定,宜控制在20%~70%。
8.1.11滗水器应启闭灵活,旋转接头无渗漏,匀速升降,并具有阻挡浮渣的功能。
8.2性能要求
8.2.1旋转式细格栅应符合HJ/T 250的规定,格栅除污机应符合HJ/T 262的规定。
8.2.2潜水排污泵应符合HJ/T 336的规定。潜水推流搅拌机应符合HJ/T 279的规定。
8.2.3采用鼓风曝气系统时,单级高速曝气离心鼓风机应符合HJ/T 278的规定,罗茨鼓风机应符合HJ/T 251的规定;鼓风式潜水曝气机应符合HJ/T 260的规定,鼓风式中、微孔曝气器应符合HJ/T 252的规定,鼓风式射流曝气器应符合HJ/T 263的规定,鼓风式散流曝气器应符合HJ/T 281的规定。
8.2.4采用表面曝气机械时,竖轴式机械表面曝气机应符合HJ/T 247的规定,横轴式转刷曝气机应符合HJ/T 259的规定,转盘曝气机应符合HJ/T 280的规定。
8.2.5加药设备应符合HJ/T 369的规定。污泥脱水用厢式压滤机和板框压滤机应符合HJ/T 283的规定,带式压榨过滤机应符合HJ/T 242的规定,污泥浓缩带式脱水一体机应符合HJ/T 335的规定。
8.2.6悬挂式填料应符合HJ/T 245的规定,悬浮填料应符合HJ/T 246的规定。
8.2.7滗水器应符合HJ/T 277的规定。
8.2.8水泵、污泥泵、鼓风机、表面曝气机、潜水推流搅拌机的首次无故障时间应大于等于10000h,使用寿命应大于等于10年;格栅除污机、污泥浓缩脱水机、滗水器的首次无故障时间应大于等于6000h,使用寿命应大于等于8年;曝气装置、生物膜填料、自动加药装置的首次无故障时间应大于等于4000h,使用寿命应大于等于5年。水质在线监测仪的测量与人工检测的偏差应不大于5%。
8.3配置要求
8.3.1格栅除污机、污泥浓缩脱水机械、表面曝气机、滗水器等设备应按双系列或多系列生产线分别配置。
8.3.2加药设备应按加入药液的种类和处理系列分别配置。每台加药设备应保持专机专用,且应配置备用的药液计量泵。
8.3.3水泵、污泥泵、鼓风机、潜水推流搅拌机应设置备用设备。
8.3.4曝气装置、生物膜填料、自动加药装置应储备核心部件和易损部件。
9检测与过程控制
9.1检测
9.1.1大型和特大型酿造废水治理设施应设标准化验室,中、小型的酿造废水治理设施可在废水处理车间内设置化验室或化验台。
9.1.2化验室或化验台应按照检测项目配备相应的检测仪器和设备。
9.1.3厌氧处理单元宜检测废水进、出口的pH(或挥发酸)、COD、BOD5和沼气产生量,以及反应器内的碱度和污泥性状、污泥浓度等指标。
9.1.4水解酸化处理单元宜检测废水进口的pH(或挥发酸)、COD和BOD5,以及废水出口的NH3-N、DO、污泥性状、污泥浓度等指标。
9.1.5好氧处理单元宜检测废水进口的pH、COD、BOD5、TP、DO、NH3-N、TN,以及反应池内的污泥性状、污泥浓度等指标。
9.1.6二沉池处理单元宜检测出水SS、COD、BOD5、TP、NH3-N、TN。
9.2自动控制
9.2.1酿造废水治理工程应根据工程的实际情况选用适合的自动控制方式。
9.2.2应根据工程规模、工艺流程和运行管理要求确定控制要求和参数。
9.2.3应采用集中管理、分散控制的自动化控制模式,设一套PLC控制器,必要时可下设现场I/O模块。
9.2.4关键设备附近应设置独立的控制箱。同时保有“手动/自动”的运行控制切换功能。
9.2.5现场检测仪表应具备防腐、防爆、抗渗漏、防结垢、自清洗等功能。
9.2.6采用计算机控制管理系统时应符合GB 50014中的有关规定。
10构筑物及辅助工程
10.1污水处理厂(站)应采用单路供电加柴油发电机组的供电方式。柴油发电机组的容量应大于全厂(站)计算负荷的50%。
10.2低压配电设计应符合GB 50054的规定。
10.3供配电系统应符合GB 50052的规定。
10.4工程施工现场供用电安全应符合GB 50194的规定。
10.5供电工程设计应符合GB 50053的规定。
10.6防腐工程设计应符合GB 50046的规定。
10.7防爆工程设计应符合GB 50222和GB 3836的规定。厌氧处理的沼气利用工程应列为重点防护,
电气设备应符合GB 3836的规定。
10.8抗震等级设计应符合GB 50011的规定。
10.9防雷设计应符合GB 50057的规定。
10.10构筑物结构设计应符合GB 50069的规定。
10.11供水工程设计应符合GB 50015的规定。
10.12排水工程设计应符合GB 50014的规定。
10.13采暖通风工程设计应符合GBJ 19的规定。
10.14厂区道路与绿化等工程设计应符合GBJ 22的规定。
11劳动安全与职业卫生
11.1劳动安全
11.1.1酿造废水治理工程在建设和运行期间,应采取有效措施保护人身安全和身体健康。
11.1.2安全管理应符合GB 12801中的有关规定。
11.1.3应建立定期安全检查制度,及时消除事故隐患,防止事故发生。
11.1.4劳动卫生与安全要求应符合GBZ 1的规定。
11.1.5水处理构筑物应按照有关规定设置防护栏杆、防滑梯和救生圈等安全措施。
11.1.6人员进入密闭的水处理构筑物检修时,应先进行不小于1h的强制通风,经过仪器检测,确定符合安全条件时,人员方可进入。
11.1.7机械设备的所有运转部位都应设置防护罩,检修时应断电,不得带电检修。
11.1.8防火与消防工程设计应符合GB 50016的规定。
11.2职业卫生
11.2.1室内空气应保持清新。臭气浓度应符合GB/T 18883的规定。操作室空气环境应适合操作人员长期在岗工作。
11.2.2应对直接接触污水的器具建立清洗和消毒的作业程序。
11.2.3应向操作人员提供必要的劳动保护用品,以及浴室、更衣室等卫生设施。
11.2.4应加强作业场所的职业卫生防护,做好隔声、减震和防暑、防毒等预防工作。
12施工与验收
12.1工程施工
12.1.1酿造废水治理工程的施工应符合有关工程施工程序及管理文件的要求,执行国家相关强制性标准和技术规范。
12.1.2酿造废水治理工程应按工程设计施工,工程变更应取得设计变更文件后再进行。
12.1.3酿造废水治理工程施工中所使用的设备、材料、器件等应符合相关的国家和行业标准,在取得供应商的产品合格证后方可使用。关键设备还应向供应商索取产品出厂检验报告、型式检验报告和环保产品认证证书等技术文件。
12.1.4应按照产品说明书进行设备安装,安装后应进行单机调试。
12.2工程验收
12.2.1酿造废水治理工程的竣工验收应按《建设项目(工程)竣工验收办法》的有关规定进行,竣工验收合格前不得投入生产性使用。
12.2.2竣工验收应依据主管部门的批准文件、经批准的设计文件和设计变更文件、工程合同、设备供货合同和合同附件、设备技术文件和技术说明书及其他文件等进行。
12.2.3竣工验收应分阶段进行,工程的设备安装、构筑物、建筑物等单项工程可随竣工随验收,工程全部竣工后应进行整体工程的竣工验收。
12.2.4单项工程中的设备安装工程应在验收前进行单体设备调试和试运行;池体等构筑物建设工程的验收应事先进行注水试验;管道安装工程应在工程验收前先进行压力试验。
12.2.5整体工程竣工验收前,应进行进清水联动试车和整体调试。联动试车应持续48h以上,各系统应运转正常,自动化控制系统应符合运行实际控制要求,各项技术指标均应达到设计要求和合同要求。
12.2.6酿造废水治理工程的单项工程验收和整体工程竣工验收的任一环节出现问题都应进行整改,直至全部合格。
12.2.7整体工程竣工验收合格后,方可进行酿造废水处理试运行。
12.3环境保护验收
12.3.1酿造废水污染治理工程环境保护竣工验收应按《建设项目环境保护竣工验收管理办法》的规定进行。
12.3.2环境保护竣工验收应提交以下技术文件:
(1)《建设项目环境保护竣工验收管理办法》规定的所有文件;
(2)酿造废水治理工程的性能评估报告;
(3)试运行期连续检测数据(一般不少于1个月);
(4)完整的启动试运行、生产试运行操作记录。
12.3.3通过系统调试运行和性能试验,对酿造废水污染治理工程进行性能评估。性能试验至少应包括:
(1)耗电量测试,分别测量各主要设备单体运行和设施系统运行的电能消耗;
(2)充氧效果试验,测试氧转移系数、氧利用率、充氧量等参数,分析供氧效果;
(3)风机运行试验,测试单台风机运行和全部风机联动运行的供气量、风压、噪声等参数,包括启动和运行时的参数;
(4)满负荷运行测试,向处理系统通入最大流量的废水,考察各工艺单元、构筑物和设备的运行工况;
(5)活性污泥测试,引种、培育并驯化活性污泥,调整各反应器的运行工况和运行参数,检测各项参数,观察反应池污泥性状,直至污泥运行正常;
(6)剩余污泥量测试,测定剩余污泥产生量和污泥脱水效率等工艺参数;
(7)水质检测,在工艺要求的各个重要部位,按照规定频次、指标和测试方法进行水质检测,分析污染物去除效果;
(8)物化处理性能测试,工艺流程有物化处理单元的应按有关规定测试其运行参数;
(9)出水指标达标的环境监测,处理出水符合达标验收要求。
13运行与维护
13.1一般规定
13.1.1酿造废水处理设施的运行管理除应符合本标准的规定外,还应符合国家现行有关法律、法规
和标准的规定。
13.1.2酿造废水处理设施的运行管理宜参照CJJ 60和相应工程技术规范的有关规定执行。
13.1.3运行管理人员应具有相应的职业教育背景,并经过技术培训合格后方可上岗操作。
13.1.4应制定运行管理、维护保养制度和岗位操作规程,执行运行、维护记录。
13.1.5各处理单元、设备应按照设计要求运行,发现设备存在运转异常情况应及时采取维护修理措
施,必要时应更换受损的部件。
13.1.6设备进行现场大修或出厂大修时应提前制定替代运行预案。
13.1.7酿造废水治理设施的设备完好率应达到100%。
13.2水质检测
13.2.1酿造废水处理设施应配备专职水质分析化验人员,且具有相应环境监测职业资格并定期接受技术培训。
13.2.2取样、样品处理与保存和分析化验等应符合HJ/T 91和HJ 493-2009的规定。
13.2.3酿造废水处理设施正常运行时,pH、COD、DO、SS、ORP等常规监测项目的取样和分析化验应每班不少于一次;污泥浓度、NH3-N、TP、TN等监测项目的取样和分析化验应每天不少于一次;BOD5等项目的取样和分析化验应每周不少于一次。
13.2.4调试、停车后重新启动和发生突发事故时应增加监测项目的分析化验频率。
13.2.5检验仪器应按规定由计量检验机构定期进行检验和校准。
13.3厌氧处理单元的运行管理
13.3.1进水pH值应控制在6.5~8.0。
13.3.2应控制进水碱度,可根据检测数据及时调整系统负荷或采取其他相应措施。
13.3.3进水温度较低时应采取适当的加热措施,进水温度应符合反应条件(中温发酵:35℃,高温发酵:55℃,允许温差±2℃)。
13.3.4厌氧反应器溢流管应保持畅通,并保持足够的水封高度。冬季应采取防止水封结冰的措施,每班检查一次。
13.3.5液面下1.0m处DO应小于0.1mg/L。
13.3.6污泥浓度应大于20g/L。
13.4水解酸化池的运行管理
13.4.1进水pH应控制在6.5~7.5。
13.4.2污泥界面应控制在液面下0.5~1.5m。
13.4.3污泥床的高度应控制在2.0~2.5m。
13.4.4液面下0.5m处DO宜<0.3mg/L,污泥床底部的DO宜<0.2mg/L。
13.4.5污泥不能达到规定的要求时应加大污泥回流量。
13.5生物脱氮除磷处理单元的运行管理
13.5.1脱氮除磷处理单元运行管理应符合相应的工程技术规范。
13.5.2缺氧段应搅拌,保持液面下0.5m处DO<0.3mg/L,液面下1.0m处DO<0.2mg/L。
13.5.3好氧段反应区内DO不宜<2.5mg/L。如溶解氧不足应增加曝气量,反应池底部的曝气器应保持完好,如有损坏应及时修复或更换。
13.5.4对活性污泥应加强观察,污泥出现不正常现象应及时采取调整措施。
13.5.5应根据总氮去除效果,在100%~400%范围内调整混合液的回流比。
13.5.6应加强水质检测,发现C/N比不符合运行要求时,应补加碳源营养物。
13.6恶臭控制系统的运行管理
13.6.1臭气收集系统、处理系统应保持密闭和足够的风压,保证正常工作。
13.6.2生物膜滤床应维持适宜的湿度,保证生物菌适合的生存繁殖条件。
13.6.3滤床排放口应设置检测仪表,当废气不符合排放要求时应调整运行工况和参数。

-
国内最全电池管理系统厂家名单梳理2024-08-16
-
山东济宁治理大气污染动真格 “蓝天”工程稳步推进2024-08-16
-
大规模制备石墨烯材料被证可行2024-08-16
-
国投改造旗下燃煤电厂 烟气污染物排放将减四分之三2024-08-16
-
我国规划建设三个海洋能海上潮汐发电试验场2024-08-16
-
山西启动低排技改 绿色技术点亮电煤2024-08-16
-
以生态文明理念解决环境污染突出问题2024-08-16