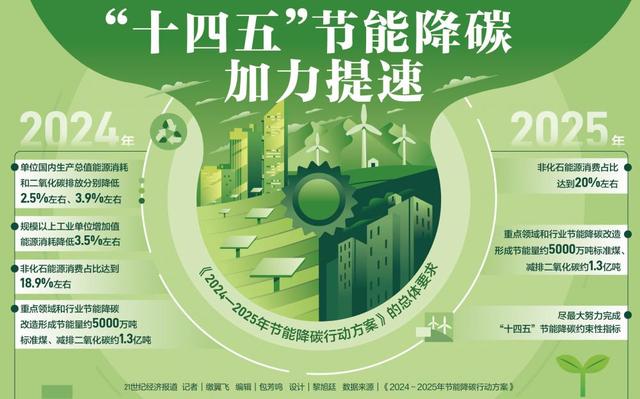
国务院关于印发《2024—2025年节能降碳行动方案》的通知
【干货】多线切割工艺对研磨去除量的影响
来源:新能源网
时间:2016-10-09 12:03:30
热度:
【干货】多线切割工艺对研磨去除量的影响 太阳能光伏网讯在晶体加工过程中,随着硅单晶尺寸的增大,多线切割技术正被广泛应用于晶体切割工序。线切割不会明显改善翘曲,但是切割时硅的损耗显
太阳能光伏网讯在晶体加工过程中,随着硅单晶尺寸的增大,多线切割技术正被广泛应用于晶体切割工序。线切割不会明显改善翘曲,但是切割时硅的损耗显著减小,同时损伤深度减小。这进一步反馈到后续工艺,减小了颗粒产生、残余损伤引起的位错形成、硅片破裂等可能性[5]。硅切片的损伤层深度直接受晶体切割工艺影响,并影响着后续的晶片研磨工序的去除量。此外,切片的几何参数[如弯曲度(TTV)、翘曲度(Warp)和平整度(Bow)]也间接影响着研磨工序的去除量。因此,本文从降低切片损伤层深度、控制切片几何参数精度两方面对多线切割工艺进行研究。
1、试验
1.1样品
直径151mm±0.2mm;长度260mm±10mm;导电类型P型;电阻率8~13Ω·cm。
1.2工艺流程
经断头尾、单晶滚圆工序后,得到符合多线切割机加工要求的硅单晶,经定向粘接、多线切割、脱胶、清洗等工艺过程获得厚度为780μm±20μm的硅切割片,对硅切割片的参数进行测试,通过倒角、磨片等工序进行验证。
1.3试验验证
将硅切割片进行倒角、研磨,双面去除量30μm时,表面质量符合GB/T12965硅单晶切割片和研磨片的要求。
2、结果与讨论
2.1表面损伤层的控制
2.1.1表面损伤层形成机理
多线切割过程中砂浆因切割线往复运动带到切割区域,其中的碳化硅颗粒在切割线高速运动下通过滚压、镶嵌、刮擦过程完成切割。在一定压力下,与负载轴产生的塑性区域平行的材料开始破裂、变碎并向表面扩散。同时,塑性区域的边缘还产生了浅径向裂纹;外力卸载后残余压力组成的弹塑性区域可能导致表面产生平行横向裂纹。当裂纹到达表面后,碎屑材料即被移除。然而放射状裂纹和中心状裂纹仍然存在且直达表面,这就是多线切割工艺中晶片表面损伤层的形成机理。

2.1.2多线切割工艺对表面损伤层的影响
通常情况下,硅切片损伤层深度与碳化硅的粒径大小有关,碳化硅粒径越大,损伤层深度越深。由于砂浆的黏度随使用时间的增加而降低[6],将导致金属线携带砂浆的能力逐步降低。考虑到砂浆的配比决定着砂浆的密度以及碳化硅在砂浆中的分布,故使用不同体积比的砂浆(即绿碳化硅和切削液的混合液)进行试验。由表1可知,当砂浆中绿碳化硅浓度过大或过小时,晶片表面研磨作用弱化,金属线的切削力加强,增加了表面损伤层的深度,导致表面粗糙度变差。因此,绿碳化硅的浓度是晶片表面损伤层的影响因素。
2.2多线切割工艺对切片几何参数的影响
2.2.1多线切割工艺对切片TTV的影响
在砂浆流量一定的条件下,提高供线速度,金属线上的砂浆分布均匀,砂浆与单晶的接触面积增大,由于砂浆的研磨作用,切片表面凹点与凸点之间的差异降低,提高切片的TTV水平。在供线速度一定的条件下,提高砂浆流量,金属线的负载增加且在切割方向的波动增大,容易出现断线。本研究中,开展了不同供线速度、不同砂浆流量的多线切割工艺的正交试验,试验结果如表2所示。从表2表中可知,砂浆流量一定时,若供线速度为30m/min,硅片的TTV数值较为理想;供线速度一定时,硅片的TTV随流量的增大而减小。为获得较好的TTV,确定供线速度为30m/min,砂浆流量为25~30LPM。


-
国产太阳能液态电池有望2017年面世2024-08-16
-
中电光伏海外产能持续扩大2024-08-16
-
加拿大公布对华光伏双反调查终裁结果2024-08-16
-
中电光伏在韩国再开海外工厂2024-08-16
-
六月订单猛增 太阳能电池厂调涨售价2024-08-16
-
中欧太阳能争端或要“滚雪球”2024-08-16
-
印度打造太阳能火车 替代柴油2024-08-16
-
移动技术+太阳能给非洲带来变革2024-08-16
-
借鉴树根结构 日企开发出适用于光伏电站的简易斜桩基础2024-08-16
-
五月光伏产能达6.4GW创新高2024-08-16
-
上能集散式光伏逆变器再获殊荣,业内首款通过中国效率认证2024-08-16
-
分子石墨烯架构助力有机太阳能电池2024-08-16
-
【两会】关于落实分布式光伏电站发展的三方面建议2024-08-16
-
2015年我国各省光伏装机数据排名及分析2024-08-16
-
国家能源局要求推进风能开发 增强光伏扶贫力度2024-08-16