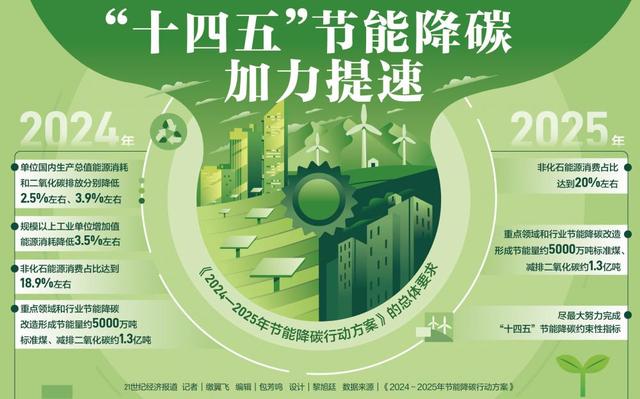
国务院关于印发《2024—2025年节能降碳行动方案》的通知
RTM技术在风电机组叶片制造中的应用
来源:新能源网
时间:2018-09-04 23:24:13
热度:
RTM技术在风电机组叶片制造中的应用 复合材料风机叶片是风力发电系统的关键动部件,直接影响着整个系统的性能,并要具有长期在户外自然环境条件下使用的耐候性和合理的价格。因此,叶片的
复合材料风机叶片是风力发电系统的关键动部件,直接影响着整个系统的性能,并要具有长期在户外自然环境条件下使用的耐候性和合理的价格。因此,叶片的设计和制造质量水平十分重要,被视为风力发电系统的关键技术和技术水平代表。
传统复合材料风力发电机叶片多采用手糊工艺(Hand Lay—up)制造。手糊工艺的主要特点在于手工操作、开模成型(成型工艺中树脂和增强纤维需完全暴露于操作者和环境中)、生产效率低以及树脂固化程度(树脂的化学反应程度)往往偏低,适合产品批量较小、质量均匀性要求较低复合材料制品的生产。因此手糊工艺生产风机叶片的主要缺点是产品质量对工人的操作熟练程度及环境条件依赖性较大,生产效率低,而且产品质量均匀性波动较大,产品的动静平衡保证性差,废品较高。特别是对高性能的复杂气动外型和夹芯结构叶片,还往往需要粘接第二次加工,粘接工艺需要粘接平台或型架以桷保粘接面的贴合,生产工艺更加复杂和和困难。手糊工艺制造的风力发电机叶片在使用过程中出现问题往往是由工艺过程中的含胶量不均匀、纤维/树胎浸润不良及固化不完全等引起的裂纹、断裂和叶片变形等。此外,手糊工艺往往还会伴有大量有害物质和溶剂的释放,有一定的环境污染问题。因此,目前国外的高质量复合材料风机叶片往往采用RIM、RTM、缠绕及预浸料/热压工艺制造。其中RIM工艺投资较大,适宜中小尺寸风机叶片的大批量生产(>50000片/年);RTM工艺适宜中小尺寸风机叶片的中等批量生产(5000~30000片/年);缠绕及预浸料/热压工艺适宜大型风机叶片批量生产。
RTM工艺主要原理为首先在模腔中铺放好按性能和结构要求设计好的增强材料预成型体,采用注射设备将专用低粘度注射树脂体系注入闭合模腔,模具具有周边密封和紧固以及注射从排气系统以保证树脂流动顺畅并排出模腔中的全部气体和彻底浸润纤维,并且模具有加热系统可进行加热固化而成型复合材料构件。
其主要特点有
闭模成型,产品尺寸和外型精度高,适合成型高质量的复合材料整体构件(整个叶片—次成型);
初期投资小;
制品表在光洁度高风电材料设备
成型效率高,适合成型年产20000件左右的复合材料制品;
环境污染小(有机挥发份小于50ppm,是唯一符合国际环保要求的复合材料成型工艺)。
由此可看出,RTM工艺属于半机械化的复合材料成型工艺,工人只需将设计好的干纤维预成型体放到模具中并合模,随后的工艺则完全靠模具和注射系统来完成和保证,没有任何树脂的暴露,并因而对工人的技术和环境的要求远远低于手糊工艺并可有效地控制产品质量。RTM工艺采用闭模成型工艺,特别适宜一次成型整体的风力发电机叶片(纤维、夹芯和接头等可一次模腔中共成型),而无需二次粘接。与手糊工艺相比,不但节约了粘接工艺的各种工装设备,而且节约了工作时间,提向了生产效率。降低了生产成本。同时由于采用了低粘度树脂浸润纤维以及采用加温固化工艺,大大提高了复合材料质景和生产效率。RTM工艺生产较少的依赖工人的技术水平,工艺质量仅仅依赖确定好的工艺参数,产品质量易于保证,产品的废品率低于手糊工艺。
RTM工艺与手糊工艺的区别还在于,RTM工艺的技术含量高于手糊工艺。无论是模具设计和制造、增强材料的设计和铺放、树脂类型的选择与改性、工艺参数(如注射压力、温度、树脂粘度等)的确定与实施,都需要在产品生产前通过计算机模拟分析和实验验证来确定,从而有效保证质量的—致性,这对生产风力发电机叶片这样的动部件十分重要。

-
英国风能发电量创新高2024-08-16
-
合肥首个风能发电项目获核准2024-08-16
-
越南男子发明南瓜形风力发电机 可为家庭供电2024-08-16
-
韩文科:发展太阳能及风能发电并网2024-08-16
-
中科院物理所等开发出可产业化晶硅倒金字塔制绒新工艺2024-08-16
-
德发明太阳能电解水制氢新工艺2024-08-16
-
风力发电机转盘轴承启动摩擦力矩测试2018-09-04
-
真空树脂导入工艺在风电机罩制造中的应用2018-09-04
-
兆瓦级垂直轴风力发电机用玻璃钢叶片拉挤设备2018-09-04
-
变速风力发电机控制策略研究及仿真2018-09-04
-
小型风力发电机的原理安装与日常维护2018-09-04
-
发电机叶片工艺介绍2018-09-04
-
风机叶片材料、设计与工艺简介2018-09-04
-
风力发电机组的并网2018-09-04
-
风力发电机叶片空气动力学要点分析介绍2018-09-04