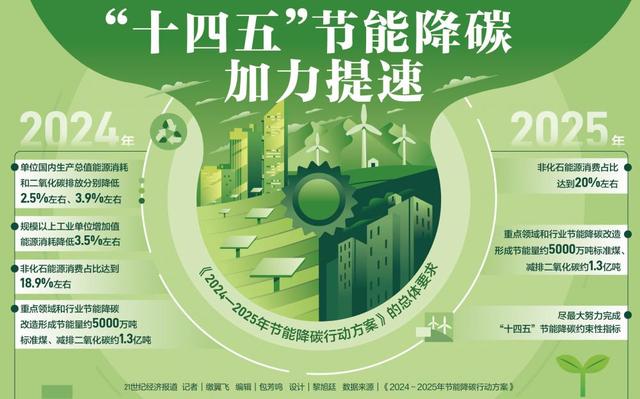
国务院关于印发《2024—2025年节能降碳行动方案》的通知
世界最大绿氢制造项目在日本福岛开幕
来源:新能源网
时间:2020-03-10 09:13:04
热度:
世界最大绿氢制造项目在日本福岛开幕 近日,据外媒报道,世界最大制氢项目——福岛氢能研究项目(FH2R)在日本福岛举行了开幕典礼,以庆祝其竣工。▲来源:fu
近日,据外媒报道,世界最大制氢项目——福岛氢能研究项目(FH2R)在日本福岛举行了开幕典礼,以庆祝其竣工。
▲来源:fuelcellsworks
日本新能源与产业技术开发组织、东芝能源系统与解决方案公司、东北电力公司和岩谷公司表示,FH2R项目于2018年7月启动,2020年2月底完成10MW级制氢装置建设并试运营,这是世界上最大的可再生制氢装置。
报道称,该项目使用可再生能源,每小时可产生多达1200Nm3的氢气。由于可再生能源的输出波动很大,因此FH2R将根据电网的供需进行调整,以便在建立低成本绿色氢气生产技术的同时最大程度地利用该能源。
FH2R产生的氢气每天可供应560辆燃料电池汽车,项目产生的氢气还将用于为固定式氢燃料电池系统提供动力,为移动设备、燃料电池汽车和公共汽车等提供动力。