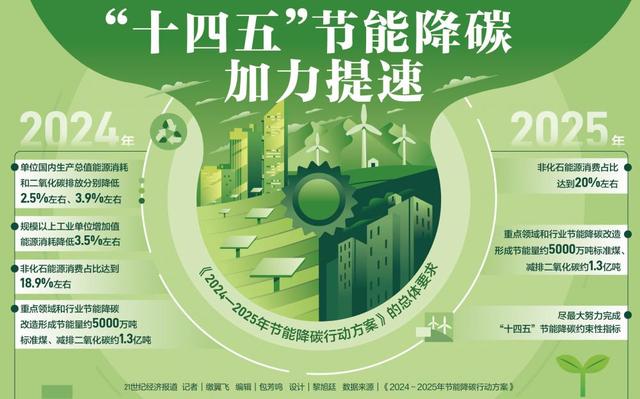
国务院关于印发《2024—2025年节能降碳行动方案》的通知
盘点解析光伏组件常见质量问题(上)
来源:新能源网
时间:2015-08-04 21:28:40
热度:
盘点解析光伏组件常见质量问题(上)众所周知,单体太阳电池不能直接做电源使用,作电源必须将若干单体电池串、并联连接和严密封装成组件。光伏组件(也叫太阳能电池板)是太阳能发电系统中的核
众所周知,单体太阳电池不能直接做电源使用,作电源必须将若干单体电池串、并联连接和严密封装成组件。光伏组件(也叫太阳能电池板)是太阳能发电系统中的核心部分,也是太阳能发电系统中最重要的部分。其作用是将太阳能转化为电能,或送往蓄电池中存储起来,或推动负载工作。
自2004年以来,世界光伏产业的发展速度平均年增长超过60%(以组件的产量计算),而实际产能增长还要大。2013年,全球新增光伏装机38.4GW,同比增长20%;全年多晶硅、组件价格分别上涨47%和8.7%。值得一提的是,2013年的光伏组件有70%来自于中国公司,而其中近半的市场份额由前七家年出货量均超过1GW的公司占领。随着行业的整体好转,以及由于组件价格下降使得光伏发电成本不断逼近甚至达到平价上网,预计全球组件产量继续呈现增长势头,全年将达到43GW。
而市场需求的快速增长,使得很多生产厂家并没有做好充分的准备就超速扩产或建厂投产,如设计能力、工艺技术、设备性能、人员技能、原材料质量等方面的问题,由此低质量的产品也就大比例出现。
影响光伏系统质量的主要因素有工程设计(这是一个要求非常高的多专业结合的工作)、主要部件的质量及匹配(光伏组件、控制逆变器、支架或跟踪器、变压及传输系统等) 、工程的施工、系统的运行管理。
精确到光伏组件的质量要求就是:
电性能、可靠性、安全性、美观性 (如BIPV等);
质量标准:IEC61215:2005、IEC61730、UL1703、GB/T9535—1998、IEC61646;
质量要求的延展:安装维修的方便、维护的方便(产品标准等)
以下是本文着重要谈的光伏组件常见重大质量问题。
【网状隐裂原因】
1.电池片在焊接或搬运过程中受外力造成.
2.电池片在低温下没有经过预热在短时间内突然受到高
温后出现膨胀造成隐裂现象
组件影响:
1.网状隐裂会影响组件功率衰减.
2.网状隐裂长时间出现碎片,出现热斑等直接影响组件性能
预防措施:
1.在生产过程中避免电池片过于受到外力碰撞.
2.在焊接过程中电池片要提前保温(手焊)烙铁温度要
符合要求.
3.EL测试要严格要求检验。
【EVA脱层原因】
1.交联度不合格.(如层压机温度低,层压时间短等)造成
2.EVA、玻璃、背板等原材料表面有异物造成.
3.EVA原材料成分(例如乙烯和醋酸乙烯)不均导致不能在正常温度下溶解造成脱层
4. 助焊剂用量过多,在外界长时间遇到高温出现延主栅线脱层
组件影响:
1.脱层面积较小时影响组件大功率失效。当脱层面积较大时直接导致组件失效报废
预防措施:
1.严格控制层压机温度、时间等重要参数 并定期按照要求做交联度实验,并将交联度控制在85%±5%内。
2.加强原材料供应商的改善及原材检验.
3. 加强制程过程中成品外观检验
4.严格控制助焊剂用量,尽量不超过主栅线两侧0.3mm
【硅胶不良导致分层&电池片交叉隐裂纹原因】
1.交联度不合格.(如层压机温度低,层压时间短等)造成
2.EVA、玻璃、背板等原材料表面有异物造成.
3.边框打胶有缝隙,雨水进入缝隙内后组件长时间工作中发热导致组件边缘脱层
4.电池片或组件受外力造成隐裂
组件影响:
1.分层会导致组件内部进水使组件内部短路造成组件报废
2.交叉隐裂会造成纹碎片使电池失效,组件功率衰减直接影响组件性能
预防措施:
1.严格控制层压机温度、时间等重要参数 并定期按照要求做交联度实验。
2.加强原材料供应商的改善及原材检验.
3. 加强制程过程中成品外观检验
4.总装打胶严格要求操作手法,硅胶需要完全密封
5. 抬放组件时避免受外力碰撞。
【组件烧坏原因】
1.汇流条与焊带接触面积较小或虚焊出现电阻加大发热造成组件烧毁
组件影响:
1.短时间内对组件无影响,组件在外界发电系统上长时间工作会被烧坏最终导致报废
预防措施:
1.在汇流条焊接和组件修复工序需要严格按照作业指导书要求进行焊接,避免在焊接过程中出现焊接面积过小.
2.焊接完成后需要目视一下是否焊接ok.
3.严格控制焊接烙铁问题在管控范围内(375±15)和焊接时间2-3s。
【组件接线盒起火原因】
1.引线在卡槽内没有被卡紧出现打火起火.
2.引线和接线盒焊点焊接面积过小出现电阻过大造成着火.
3.引线过长接触接线盒塑胶件长时间受热会造成起火
组件影响:
1.起火直接造成组件报废,严重可能一起火灾.
预防措施:
1.严格按照sop作业将引出线完全插入卡槽内
2.引出线和接线盒焊点焊接面积至少大于20平方毫米.
3.严格控制引出线长度符合图纸要求,按照sop作业.
避免引出线接触接线盒塑胶件.
【电池裂片原因】
1.焊接过程中操作不当造成裂片
2.人员抬放时手法不正确造成组件裂片
3.层压机故障出现组件类片
组件影响:
1.裂片部分失效影响组件功率衰减,
2.单片电池片功率衰减或完全失效影响组件功率衰减
预防措施:
1.汇流条焊接和返工区域严格按照sop手法进行操作
2.人员抬放组件时严格按照工艺要求手法进行抬放组件.
3.确保层压机定期的保养.每做过设备的配件更换都要严格做好首件确认ok后在生产.
4.EL测试严格把关检验,禁止不良漏失。
【电池助焊剂用量过多原因】
1.焊接机调整助焊剂喷射量过大造成
2.人员在返修时涂抹助焊剂过多导致
组件影响:
1.影响组件主栅线位置EVA脱层,
2.组件在发电系统上长时间后出现闪电纹黑斑,影响组件功率衰减使组件寿命减少或造成报废
预防措施:
1.调整焊接机助焊剂喷射量.定时检查.
2.返修区域在更换电池片时请使用指定的助焊笔,禁止用大头毛刷涂抹助焊剂。
【虚焊、过焊原因】
1.焊接温度过多或助焊剂涂抹过少或速度过快会导致虚焊
2.焊接温度过高或焊接时间过长会导致过焊现象.
组件影响:
1.虚焊在短时间出现焊带与电池片脱层,影响组件功率衰减或失效,
2.过焊导致电池片内部电极被损坏,直接影响组件功率衰减降低组件寿命或造成报废
预防措施:
1.确保焊接机温度、助焊剂喷射量和焊接时间的参数设定. 并要定期检查,
2.返修区域要确保烙铁的温度、焊接时间和使用正确的助焊笔涂抹助焊剂.
3.加强EL检验力度,避免不良漏失下一工序.
【焊带偏移或焊接后翘曲破片原因】
1.焊接机定位出现异常会造成焊带偏移现象
2.电池片原材主栅线偏移会造成焊接后焊带与主栅线偏移
3.温度过高焊带弯曲硬度过大导致焊接完后电池片弯曲
组件影响:
1.偏移会导致焊带与电池面积接触减少,出现脱层或影响功率衰减
2.过焊导致电池片内部电极被损坏,直接影响组件功率衰减降低组件寿命或造成报废
3.焊接后弯曲造成电池片碎片
预防措施:
1.定期检查焊接机的定位系统.
2.加强电池片和焊带原材料的来料检验,
【组件钢化玻璃爆和接线盒导线断裂原因】
1.组件在搬运过程中受到严重外力碰撞造成玻璃爆破
2.玻璃原材有杂质出现原材自爆.
3.导线没有按照规定位置放置导致导线背压坏.
组件影响:
1.玻璃爆破组件直接报废,
2.导线损坏导致组件功率失效或出现漏电连电危险事故
预防措施:
1.组件在抬放过程中要轻拿轻放.避免受外力碰撞.
2.加强玻璃原材检验测试,
3.导线一定要严格按照要求盘放.避免零散在组件上。

-
今年将专题询问水污染防治2024-08-16
-
国内最全电池管理系统厂家名单梳理2024-08-16
-
山东济宁治理大气污染动真格 “蓝天”工程稳步推进2024-08-16
-
大规模制备石墨烯材料被证可行2024-08-16
-
国投改造旗下燃煤电厂 烟气污染物排放将减四分之三2024-08-16
-
我国规划建设三个海洋能海上潮汐发电试验场2024-08-16
-
山西启动低排技改 绿色技术点亮电煤2024-08-16
-
以生态文明理念解决环境污染突出问题2024-08-16