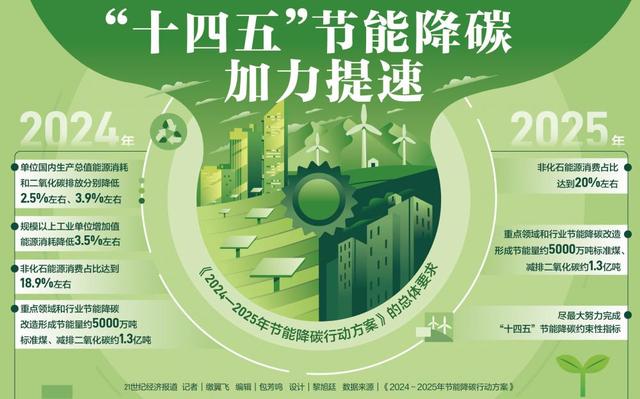
国务院关于印发《2024—2025年节能降碳行动方案》的通知
小型往复活塞氢气压缩机(JB/T 10909-2008)
来源:新能源网
时间:2015-08-05 00:01:34
热度:
小型往复活塞氢气压缩机(JB/T 10909-2008)1范围本标准规定了小型往复活塞氢气压缩机(以下简称“氢压机”)的型号、要求、试验方法、检验规则及标志
1范围
本标准规定了小型往复活塞氢气压缩机(以下简称“氢压机”)的型号、要求、试验方法、检验规则及标志、包装和贮存。
本标准适用于活塞力不大于5.5t、额定排气压力不大于20MPa、驱动电动机功率不大于160kW的氢压机。
本标准也适用于增压的氢压机。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB 150钢制压力容器
GB 151管壳式换热器
GB/T 3853-1998容积式压缩机验收试验(eqv ISO 1217:1996)
GB/T 4975容积式压缩机术语 总则(GB/T 4975-1995,eqv 3857:1997)
GB/T 4980容积式压缩机噪声的测定
GB/T 5330工业用金属丝编织方孔筛网
GB/T 6388运输包装收发货标志
GB/T 6414-1999铸件 尺寸公差与机械加工余量(eqv ISO 8062:1994)
GB 7231-2003工业管道的基本识别色、识别符号和安全标识
GB/T 7777容积式压缩机机械振动测量与评价
GB/T ll352一般工程用铸造碳钢件(GB/T 11352-1989,neq ISO 3755:1975)
GB/T 13306标牌
GB/T 13384机电产品包装通用技术条件
GB/T 15487容积式压缩机流量测量方法
JB/T 2589容积式压缩机型号编制方法
JB/T 6431容积式压缩机用灰铸铁件技术条件
JB/T 6908-2006容积式压缩机用钢锻件
JB/T 7663.2容积式压缩机涂装技术条件
JB/T 9104容积式压缩机用球墨铸铁件技术条件
SH 3059--2001石油化工管道设计器材选用通则
SH 3501--2002石油化工有毒、可燃介质管道工程施工及验收规范
《压力容器安全技术监察规程》
《中华人民共和国爆炸危险场所电气安全规程》
3术语和定义、符号、代号
氢压机的术语和定义、符号、代号应符合GB/T 4975的规定。
4型号
氢压机的型号编制应符合JB/T 2589的规定。
5要求
5.1氢压机应符合本标准的规定,并按经规定程序批准的图样及技术文件制造。
5.2氢压机及其附属设备在规定操作条件下应能安全可靠地连续运转。氢压机的结构设计应便于装拆、维修。
5.3氢压机的容积流量,吸、排气压力和温度,转速,轴功率,均应符合有关技术文件的规定。
5.4氢压机运转应平稳,振动烈度应符合GB/T 7777的规定,噪声声压级不高于85dB(A)。
5.5机身(曲轴箱)油池应进行煤油渗漏试验,保持4h,不得有任何渗漏现象。
5.6对于富氢(分子量等于或小于12)氢压机,其排气温度应不超过135℃。
5.7当电动机功率不大于5.5kW时,氢压机可采用飞溅润滑,并应保证整机的安全性。当电动机功率大于5.5kW时,宜用压力润滑。采用压力润滑时.油压应不低于0.20MPa,并可调:润滑系统所能承受
的压力应不低于1.0MPa,机身(曲轴箱)的最高油温不得超过70℃,当提供油冷却器时,润滑油的供油温度不得高于54℃。
5.8油冷却器可采用列管或板式换热器,水走管程油走壳程。冷却盘管不能在机身(曲轴箱)中作冷却用。
5.9润滑油压力循环系统中应设置全流量过滤器和油压指示仪表,油过滤器精度至少能滤掉25μm以上的微粒,对清洗后的过滤器元件。在正常流量条件下的压力降不得超过0.035MPa。
5.10输送饱和氢气或氢气中带有注入冲洗液时,要求气缸水平布置,所有水平的气缸底部应有排液接管。
5.11冷却系统应设有能全部排空和泄尽液体的设施.所提供的气缸冷却系统应能避免氢气中的水分在气缸中冷凝。
5.12气阀和气缸的设计,应使气阀升程限制器或气阀组件的连接螺栓既使断裂、松动也不能落人气缸。
同时,应使组装的气阀不致因疏忽而装错或装反。
5.13气缸、气管路各部位的连接处应密封可靠、无泄漏,从填料中渗漏的氢气应用管道排放到安全处。
5.14氢压机如设置气动卸荷器时,应设计成卸荷用的空气不与被压缩的氢气相混合,既使I辑膜和其他密封部件失效时也应如此。在阀顶杆填料处,应提供一个气体排放接口。
5.15气缸允许的最高工作压力至少应超过额定排气压力10%或1.0MPa,两者取较大值。允许的最高工作压力应不低于安全阀的整定压力。
5.16锻造曲轴应整体锻制,锻件应符合JB/T 6908-2006规定的Ⅰ类锻件要求;铸造曲轴应采用JB/T 9104规定的不低于QT600-3球墨铸铁制造。
5.17连杆应连同连杆大头盖一起用锻件制成,锻件应符合JB/T 6908-2006规定的Ⅱ类锻件要求,连杆所有的螺栓、螺母在装配后应用有效措施锁紧。连杆螺栓的螺纹应采用滚压加工。
氢压机用灰铸铁零件应符合JB/T 6431的规定。并应进行时效处理,铸件的尺寸公差应按GB/T 6414一1999规定的CT9级选取。
5.18氢压机十字头体可采用JB/T 9104规定的球墨铸铁件或采用GB/T 11352规定的铸钢件制造。
5.19氢压机的中间接筒应设计成双室隔距件结构形式,两室之间应装有剖分式填料,所有的隔距件中应有足够大的开孔,以便装卸填料。每一隔距件室均应设有排液和顶部放气接管。填料排气口应位于活塞杆的下方,以利于填料盒排液。中体应提供适当的开口以便进行十字头组装。
5.20除非另有规定,活塞杆填料段的表面应做硬化处理,其表面硬度不小于50HRC:螺纹表面应采用滚压,其表面粗糙度Ra值不大于3.2岬。活塞杆与活塞和十字头上的螺纹联结应牢固,需设防松措施,以防松动。
5.21氢压机的驱动功率不大于45kW时可采用导静电式V带,当驱动功率大于45kW时可采用挠性联轴器或刚性直联。
对所有可能危及人身安全的运动部件,应设有防护罩,防护罩应具有足够的刚性,易拆卸、防风雨,由元火花的材料制成。整机应有可靠的接地装置。
氢压机使用在现场的电气及仪表应符合《中华人民共和国爆炸危险场所电气安全规程》规定,其防爆等级应不低于ⅡCT3,防护等级符合现场要求。
5.22氢压机每一级在第一个截止阀前的排气管附近应安装安全阁,安全阀应符合《压力容器安全技术监察规程》的有关规定。安全阀的开启压力应为额定排气压力的1.1倍,当额定排气压力大于10MPa时,安全阀的开启压力应为额定排气压力的1.05倍。安全阀开启时,其排放流量应保证氢压机的排气压力不再上升。
5.23所有气体管路和管件的最大允许工作压力。应至少超过额定工作压力的15%或1.6MPa,两者取大值,且应不小于安全阀的整定压力值。管路采用法兰联接时应采用软金属和金属缠绕垫,以防静电。
5.24工艺气体管路的设计应符合SH 3059-2001的规定,制造、验收应符合SH 3501-2002规定的B级。
5.25氢压机用缓冲器、冷却器、分离器等钢制压力容器的设计和制造应符合GB 150、GB51、《压力容器安全技术监察规程》及有关标准的规定。
5.26氢压机及其系统至少应有如下情况的报警或报警停车安全保护装置:
a)压力循环油油压低于规定值:
b)吸气压力低于规定值;
c)超电流控制(超功率);
d)排气警戒温度;
e)排气压力超过规定值。
5.27气缸、气缸盖、阀盏、活塞等受压零件的气腔应以不低于各级最高工作压力的1.5倍作水压试验;气缸、气缸盖、冷却器等零件的水腔应以最高水腔工作压力的1,5倍且不低于0.6MPa作水压试验,保压时间均不少于30min,不应渗漏。
5.28装在气缸上的缸盖、阀盖经组装后做气密性试验,气密性试验应在水压试验合格后进行,其试验压力等于最高工作压力。试验介质为氮气或空气(用户要求时采用氦气),试验应维持足够的时间,以允许在压力下充分检查零部件,观察至少30min。部件或部件连接处既无泄漏又无渗透时,试验合格。
5.29氢压机的主要易损件更换时间应不低于表1的规定。
5.30氢压机外表面应清理干净,油漆应光滑平坦、色泽一致,其质量要求应符合JB/T 7663.2的规定。
5.31氢压机成套范围:
a)氢压机主机;
b)电动机、传动装置:
c)主要易损件和需更换的其他部件;
d)拆卸和装配氢压机的全套专用工具;
e)随机文件(包括产品合格证、使用说明书、安装图、装箱单及压力容器质量证明书等);
f)油站、水站等附属设备;
g)电控箱及测量仪表;
h)自动保护装置;
i)氢压机进出口间管道法兰、阀门;
j)撬装底盘等。
5.32氢压机具体供应范围按供需双方签订的协议执行。
5.33在用户遵守产品使用说明书所规定的条件下,制造厂应从发货之日起一年半内,对氢压机保用一年。在保用期内,产品确因设计和制造不良而损坏或不能正常工作时,制造厂应免费予以修理或更换零部件。
6试验方法
6.1氢压机的性能试验按GB/T 3853-1998的规定,容积流量的测定按GB/T 15487规定。
6.2氢压机的噪声声压级测定按GB/T 4980的规定。
6.3氢压机的机械振动测量按GB/T 7777的规定。
6.4氢压机的清洁度检查方法:
a)将运转试验后的氢压机解体,用清洗剂清洗机身的内表面、气缸镜面、气腔、中体内表面、曲轴、连杆、气阀、十字头、填料、轴承座及润滑油接触的其他零部件表面。
b)用符合GB/T 5330规定的网孔基本尺寸为0.08mm的三级精度铜丝网过滤清洗剂,并将过滤后所得的残留物加热到80℃,经1h烘干。
c)经烘干的残留物用不低于7级精度的普通天平称重,称得的重量即为氢压机的清洁度值。
7检验规则
7.1基本要求
氧压机各零、部件和整台机器及其附属设备,均应由制造厂质量检验部门按本标准及经规定程序批准的图样和技术文件进行检验。
7.2型式检验
7.2.1氢压机试制的首台典型样机可在制造厂或使用单位按协议规定进行型式检验。型式检验的延续运转时间不少于500h。
7.2.2型式检验的项目及要求
7.2.2.1检查各零部件的装配质量和相互作用的正确性。
7.2.2.2在试验的开始和结束时,各进行一次性能测试,测量氢压机的容积流量、轴功率、转速、各级吸、排气压力和温度、油温、冷却水的温度、噪声声压级、振动烈度等,测得的结果均应符合有关技术文件的规定。
7.3抽样检验
7.3.1成批生产的氢压机应进行抽样检验。抽检时,满负荷连续运转的时间应不少于24h。
7.3.2抽样检验的内容如下:
a)检查各零、部件的装配质量和相互作用的正确性;
b)测量氧压机在额定工况下的容积流量、轴功率、各级吸、排气压力和温度、油温、冷却水的温度、噪声声压级以及振动烈度等;
c)清洁度值。
7.3.3抽样方案按表2规定的一次抽样方案,抽检时间应在一年内均衡分布。
抽检结果应符合本标准及有关技术文件的规定。如不合格时,制造厂应对该批产品逐台检查,并将发现的不合格品修正至符合本标准及有关技术文件的规定。
7.4出厂检验
7.4.1每台氢压机均应进行出厂检验,出厂检验允许以空气或氮气为介质,检验应在氢压机运转稳定后进行。检验时满负荷连续运转应不少于2h。
出厂检验的内容如下:
a)检查各零、部件的装配质量和零部件相互作用的正确性;
b)按GB/T 3853-1998中附录B的规定进行性能测试,测得的实际容积流量、轴功率、转速、各级吸气和排气压力,各级吸气和排气温度等参数。
7.4.2根据供衙双方协议,出厂检验也可做空负荷机械运转,试验时间4h。
7.4.3某一型号的氢压机采用何种出厂检验方法,应由制造厂按经批准的技术文件作具体规定。制造厂质量检验部门应对检验结果按规定程序进行检验和评审,评审合格后方可出厂。
8标志、包装及贮存
8.1每台氢压机应在平坦两醒目的部位设有产品铭牌,铭牌的尺寸与技术要求应符合GB/T 13306的规
定。铭牌上至少应标出下列内容:
a)产品型号:
b)产品名称;
c)公称容积流量,单位为m3/min;
d)公称吸气压力,单位为MPa;
e)额定排气压力,单位为MPa;
f)轴功率或驱动机功率,单位为kW;
g)转速,单位为r/min;
h)外形尺寸(长×宽×高),单位为mm×mm×mm;
i)净重,单位为kg;
J)出厂编号;
k)出厂年月;
l)制造厂名称及制造厂所在地(出口产品还应标注“中华人民共和国”字样)。
8.2氢压机及油泵应有转向标志。
8.3氢压机的气管路、水管路、油管路应按GB 7231-2003的规定,以标志管路的用途。
8.4氢压机的包装和收、发货标志应符合GB/T 13384和GB/T 6388的规定。出口氢压机其产品标志一般用中英文表示。
8.5易损件、备件、专用工具和附属设备的外露加工表面应涂防锈油后加以包装,并固定在箱中。技术文件及装箱单应妥善包装,放在机组箱内。
8.6氢压机的零件、部件、成品、附属设备及配套机电设备等应存放在干燥通风的库房或不致受潮的有遮盖的场所内。存放期间应做防锈、防霉处理。发货时应做防锈、防霉检查,以防止交货后一年内被锈蚀、霉损。

-
国内最全电池管理系统厂家名单梳理2024-08-16
-
山东济宁治理大气污染动真格 “蓝天”工程稳步推进2024-08-16
-
大规模制备石墨烯材料被证可行2024-08-16
-
国投改造旗下燃煤电厂 烟气污染物排放将减四分之三2024-08-16
-
我国规划建设三个海洋能海上潮汐发电试验场2024-08-16
-
山西启动低排技改 绿色技术点亮电煤2024-08-16
-
以生态文明理念解决环境污染突出问题2024-08-16