目前杭州比亚迪基地使用的车身骨架合装机,具备为10-13.7米长、6-10米高的电动大巴进行左右侧围、前后围板、载具和顶棚6向精准定位和焊装能力。实际上,车身骨架合装机已经加工了10台出口英国伦敦的双侧电动大巴(K10)。

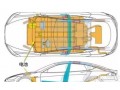
两侧围焊装后,车身骨架合装机2层工作平台升起,为顶棚焊装提供支持。
红色箭头:车身骨架合装机举升支柱
黄色箭头:2层工作平台
蓝色箭头:预制的顶棚
略带弧度的铝合金顶棚外覆盖件,需要使用三辊压弧机进行加工,保证不同位置的弧度达到预设技术要求。

黄色箭头:支撑前风挡玻璃的前围板
红色箭头:固定工位的可升降工作平台举升后,便于工人对顶棚前围板焊装,并对高处的侧围板焊装件进行打磨

所有铝合金零
件都拥有制定的代码,可以追述生产信息。

使用抛丸喷砂防腐防锈工艺的载具,与铝合金骨架构成的上装,通过螺栓与连接件进行固定。这种结构设定最大好处就是,某一处铝合金零件(板材)在碰撞事故中受损,仅需要就相应区域铝合金零件拆卸和更换,而不会产生因焊接连接、应力大幅扩散,导致的维修成本高昂的结果。
黑色箭头:铝合金前围板小总成(预制)
红色箭头:钢制连接件
黄色箭头:车身侧围前端
正向碰撞事故时,铝合金前围板受损(侧围完好),只需要拆卸连接件(螺栓),更换前围板小总成及外覆盖件、并重新喷涂即可完成维修主体工作。

比亚迪K9U电动大巴顶棚与车身侧围焊装时,使用工装夹具对预先定位的标识,以保证焊装精度。

上图为出口以色列K9U电动大巴顶棚完成盒装后的状态。铝合金板材构成的顶棚,通过2条主承重梁以及16条横向支撑梁,来保证车身强度。
<上一页 3 4 5 6 7 8 9 余下全文