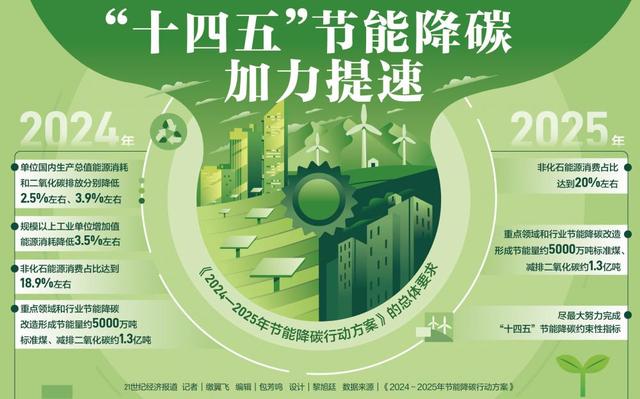
国务院关于印发《2024—2025年节能降碳行动方案》的通知
史上最全电池制造过程(二、让电芯不再“裸奔” 电池包生产流程)
来源:新能源网
时间:2018-07-25 09:01:09
热度:
史上最全电池制造过程(二、让电芯不再“裸奔” 电池包生产流程)单个的电芯是不能使用的,只有将众多电芯组合在一起,再加上保护电路和保护壳,才能直接使用。这就是所谓的电池模组。电池模组
单个的电芯是不能使用的,只有将众多电芯组合在一起,再加上保护电路和保护壳,才能直接使用。这就是所谓的电池模组。
电池模组(module)是由众多电芯组成的。需要通过严格筛选,将一致性好的电芯按照精密设计组装成为模块化的电池模组,并加装单体电池监控与管理装置。CATL的模组全自动化生产产线,全程由十几个精密机械手协作完成。另外,每一个模组都有自己固定的识别码,出现问题可以实现全过程的追溯。
从简单的一颗电芯到电池包的生产过程也是相当复杂,需要多道工序,一点不比电芯的制造过程简单。
上料
将电芯传送到制定位置,机械手自动抓取送入模组装配线。
给电芯洗个澡——等离子清洗工序
对每个电芯表面进行清洗(CATL宁德时代采用的是等离子处理技术保证清洁度)。这里采用离子清洁,保证在过程中的污染物不附着在电芯底部。
为什么要采用等离子清洗技术?原因在于,等离子清洗技术是清洗方法中最为彻底的剥离式清洗方式,其最大优势在于清洗后无废液,最大特点是对金属、半导体、氧化物和大多数高分子材料等都能很好地处理,可实现整体和局部以及复杂结构的清洗。
将电芯组合起来——电芯涂胶
电芯组装前,需要表面涂胶。涂胶的作用除了固定作用之外,还能起到绝缘和散热的目的。CATL宁德时代采用国际上最先进的高精度的涂胶设备以及机械手协作,可以以设定轨迹涂胶,同时实时监控涂胶质量,确保涂胶品质,进一步提升了每组不同电池模组的一致性。
图:电芯的涂胶过程
给电芯建个家——端版与侧板的焊接
电池模组多采用铝制端板和侧板焊接而成,通过机器人进行层压和端板、侧板焊接处理。
线束隔离板装配
焊接监测系统准确定位焊接位置后,绑定线束隔离板物料条码至MES生产调度管理系统,生成单独的编码以便追溯。打码后通过机械手将线束隔离板自动装入模组。
完成电池的串并联——激光焊接
通过自动激光焊接,完成极柱与连接片的连接,实现电池串并联。
下线前的重要一关——下线测试
下线前对模组全性能检查,包括模组电压/电阻、电池单体电压、耐压测试、绝缘电阻测试。标准化的模组设计原理可以定制化匹配不同车型,每个模块还能够安装在车内最佳适合空间和预定位置。
每个电池包包含了若干电池单元,与连接器、控制器和冷却系统集成到一起,外覆铝壳包装。通过螺栓自动固紧,由电气连接器相连,即使发生故障,仅需更换单独的模组即可,不必更换整个电池组,维修工作量和危险性大大降低,更换模组仅需把冷却系统拆解,并不涉及其他构件。