5.1 增强体的选择
为克服二维织物复合材料层间强度低的缺点,采用三维整体编织增强体。三维整体编织构件使复合材料的增强部为不分层的整体,具有比强度高、比模量大、可设计性好等优点,同时克服了层合结构复合材料层间强度低、易冲击损伤的缺点。这里采用针织型三维整体编织增强体。风电材料设备
5.2 树脂选择
树脂的选择根据经验采用高含碳量酚醛树脂,酚醛树脂在火焰烧蚀下树脂会碳化,形成一层在高温下十分稳定的多孔碳均匀附在纤维表面上,对纤维起到“强化”作用,从而提高了材料的耐烧蚀性能。此外适合成型工艺的树脂体系要求在注胶温度下树脂具有较低的粘度,对纤维增强体浸润性好。且树脂在注胶温度下有足够的凝胶时间以保证树脂能完全通过模具并浸润纤维增强体。因此,需对树脂进行改性使其粘度保持在一定水平以满足注射工艺条件,同时得到的制品孔隙率较低。由于整个工艺生产的这类型产品较少,每年仅仅几个。因此尽可能在原有投资的基础上改进工艺,特别是酚醛树脂制品固化过程中使用现有的热压罐。
5.3 注射方法
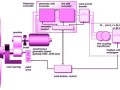
纤维增强体被放置在一根金属心轴上,然后将其放入热压罐加热至注射温度。模具顶部抽成真空,树脂在压力作用下从底部注射入模具。当模具内充满树脂时,树脂输送阀门关闭,开始固化过程。由于整流罩和尾喷管整流锥形状尺寸有较大的不同,因此设计了两套不同的注射方案。整流罩的纤维增强体平行于模具轴线放置,树脂从底部注射入模具内。在模具顶部抽真空的同时,提供一定的注射压力,使基体树脂沿轴线流动至模具顶部。属喷管整流锥要比整流罩高,而且纤维增强体的定位不同。因此,在模具顶部抽真空时,树脂连续地注入模具内并呈现为许多圆环状。在渗透增强体预制件前,树脂沿着液体方向流动。这种方法特别适合制备较高的零件。
5.4 总结
该工艺简化了火箭喷嘴零件设计,降低了成本,并满足了其功能性。树脂复合三维编织体制造的高强度、耐烧蚀复合材料,其力学性能接近于钢,烧蚀性能大大好于模压和缠绕复合材料。证明了该改进工艺中,增强体的选择、树脂的选择和工艺过程是可行的,该RTM工艺设计制作火箭喷嘴零件时,保留使用了热压罐等设备,在原有工艺平台的基础上最大限度地降低了成本。通过试验表明,该零件制品满足了密度、多孔性以及烧蚀性能,并且具有良好的力学性能,简化了零件结构,达到了预期目标。
6 结束语
新型航空航天器的先进标志之一是结构的先进性,而先进复合材料是实现结构分时性的重要物质基础和先导技术。当前航空航天复合材料的发展方向是低成本、高损伤容限、通用化、多功能化和结构一体化,而且主要不依赖材料化学上的进步来换取综合性能的进步,即在现有的设备材料平台基础上,通过改进工艺等以获得高性能先进复合材料。目前,我国应该抓紧有利时机开展这方面的技术研究和应用,缩短我国与发达国家的复合材料工业的差距。尤其在RTM-三维编织复合材料设法摆脱对昂贵复杂的预浸工艺和高能耗热压罐的依赖,制备具有复杂外形和高质量、高尺寸精度要求的航空构件十分有效。因此开展这项技术的研究,能够为我国航空工业水平的迅速提高提供一条捷径,并且对民用复合材料行业的发展也很有好处,还可以避免资源、能源及材料的浪费和低水平重复的研究。积极开展RTM-三维编织复合材料在结构复合材料应用的基础研究,对我国发展先进复合材料技术具有重要的意义
<上一页3